

9.6. Рух маси, що формується, між витками шнека
головку і мундштук преса, що негативно позначається на якості виробів, які формуються (недостатньо міцне зрощення поверхонь розділу між шарами маси). Кращі результати щодо рівномірного подавання маси в головку преса показала двозахідна випірна лопать, спіралі маси якої майже відповідали одна одній за об'ємом.
У головці преса потік маси набуває об'єднаного поступального руху. По перерізу головки маса переміщується з неоднаковою швидкістю — біля стінок головки повільніше, ніж у середині. Максимальна колова швидкість маси в головці є біля стінок, згасає біля осі й зменшується в напрямі до мундштука.
Завдяки різним швидкостям руху маси утворюються два параболоїдальних потоки, напрямлені вершинами до вхідного отвору мундштука (рис. 9.7). У міру просування маси в головці параболи вирівнюються і до мундштука підходить потік з однією параболою в перерізі.
Розподілення швидкостей і конфігурація потоку визначаються геометрією гвинта, головки, мундштука і структурно-механічними властивостями мас. При формуванні пластичних тонкодисперсних глин параболи більш витягнуті, ніж при формуванні менш пластичних глин.
При вході маси в мундштук її обертання фіксується в головці, швидкість руху збільшується, тиск знижується, що зрештою призводить до анізотропії структури бруса і до певних видів браку виробів (еліптичних тріщин, зміщення шарів тощо). Мундштук стрічкового преса фіксує дефекти структури маси, що утворилася в головці.
Високої якості керамічних виробів, що формуються на стрічкових пресах, можна досягти лише за умови повної відповідності технологічних властивостей керамічних формівних мас конструкції робочих органів стрічкового преса.
Збільшення вологості маси, що пресується, призводить до зменшення її зв'язності й зниження потрібного питомого тиску пресування, що знижує схильність маси до порушення її суцільності. Додавання дрібнозернистого піску зменшує зв'язність і збільшує схильність маси піском чи шамотом знижує схильність маси до розривання суцільності, оскільки збільшується коефіцієнт внутрішнього тертя. Парозволоження керамічної маси підвищує її здатність до відновлення порушеної суцільності і, отже, зменшує ймовірність появи виробів із порушеною суцільністю.
Зменшення зовнішнього тертя між масою і робочими деталями преса (сорочкою циліндра, мундштуком, поверхнями лопаті й маточини) сприяє більш рівномірному виходу маси із мундштука і рівномірному ущільненню виробів, які пресуються.
У разі вакуумування пластичної керамічної маси абсолютні значення всіх фізико-механічних показників, що характеризують її зчеплення, збільшуються. Проте вакуумування маси не завжди впливає на запобігання зриву суцільності виробів.
Зі збільшенням глибини вакууму коефіцієнт внутрішнього тертя в пластичних керамічних масах зменшується, у високопластичних глинах при глибокому вакуумі коефіцієнт тертя знижується більше, ніж у пісних глинах. Вакуумування підвищує зв'язність і таким чином сприяє запобіганню розриву шарів, проте водночас вакуумовані шари маси, якщо їх суцільність уже порушена, мають дуже низьку здатність відновлювати її до виходу з мундштука преса (дуже малу липкість).
Коефіцієнт бічного тиску пресованої маси під час вакуумування зменшується, що сприяє зменшенню тиску на стінки преса за інших однакових умов.
На якість керамічних виробів, що формуються на гвинтових шнекових пресах, впливають параметри робочих органів пресів. Для легкодеформованих і пластичних глин доцільно використовувати короткі циліндричні шнеки з
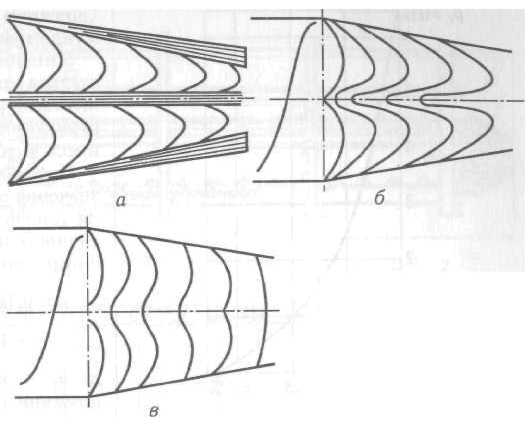
Рис. 9.7. Схема руху в головці преса глин різних структурно-механічних типів:
а — пластичної тонкодисперсної; б — менш пластичної; в — непластичної
безперервною гвинтовою поверхнею, що мають 3,5...4,5 витка на довжину шнека. Для важкоущільнених низькопластичних глин рекомендуються подовжені східчасті шнеки з переривчастою гвинтовою поверхнею. Для створення сприятливіших умов ущільнення і попередження утворення глиняної пробки між віджимними лопатями краї лопатей нахиляють уперед на 28...30° у бік перехідної головки.
Якість виробів, що пресуються, залежить від частоти обертання шнека, яка впливає також на питому продуктивність і витрату енергії преса.
Для кожної маси існує оптимальна частота обертання шнека, за якої прес має найбільшу продуктивність за найменшої питомої витрати потужності. Частоту обертання шнека беруть за дослідними даними залежно від конкретних умов: властивості маси і конструктивних розмірів робочих органів преса.
На характер швидкостей маси, що формується, а отже, і на її схильність до порушення суцільності впливає довжина головки. Якщо головка коротка, то переважальним фактором, що впливає на рух маси, є довжина гвинтового вала (шнека), а якщо довга, — то зовнішнє тертя маси об стінки головки. Рівномірніший рух маси буде тоді, коли довжина і конусність головки
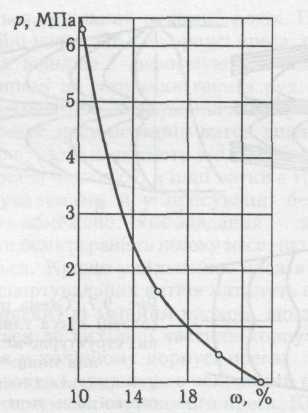
Рис. 9.8. Залежність тиску пресування від вологості маси, що пресується
забезпечуватимуть більш рівномірне розподілення швидкостей. На деяких цегельних заводах застосовують головки з регульованою довжиною, що сприяє зменшенню браку під час сушіння і випалювання цегли.