

3. Точечная контактная сварка
Точечная сварка – это контактная сварка, при которой сварное соединение получается между торцами электродов, подводящих ток и передающих усилие сжатия.
При точечной сварке соединяемые детали располагаются между электродами, изготовленными из медных сплавов (рис. 4.3). Форма и размеры электродов зависят от вида сварного соединения и свариваемых деталей.
Процесс точечной сварки состоит из следующих операций: сжатия свариваемых деталей, включения сварочного тока, выключения тока и снятия усилия сжатия.
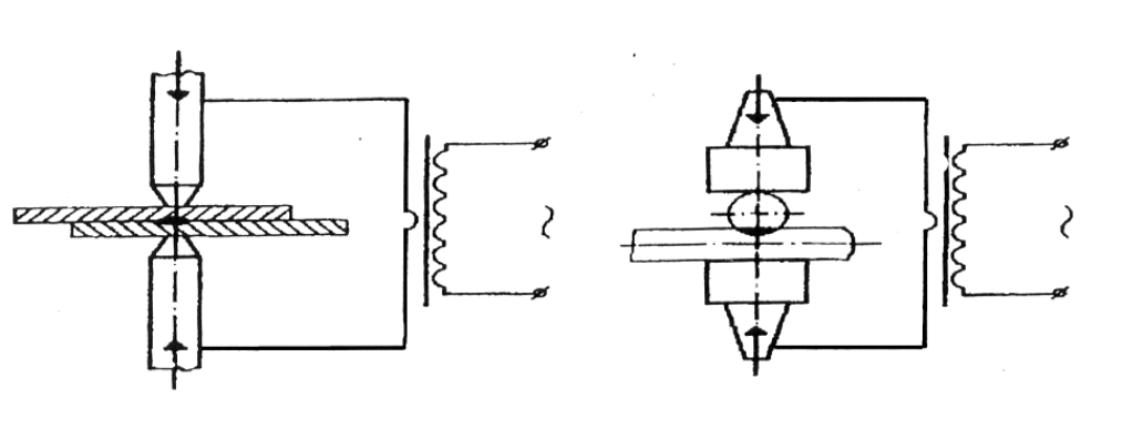
Рис. 4.3. Принципиальные схемы контактной точечной сварки: а – листового металла; б – пересекающихся стержней.
Точечная сварка начинается с предварительного сжатия деталей электродами, что необходимо для получения электрического контакта между деталями и электродами. Через некоторое время после сжатия электродов включается сварочный ток. При прохождении тока выделяется тепло Q, которое зависит от величины тока I, времени его протекания и сопротивления R (см. формулу (4.1)).
Параметрами режима точечной сварки являются: усилие сжатия, сварочный ток, время сварки и диаметр рабочей части электрода. Различают два режима контактной сварки: жесткий и мягкий.
Жесткий режим характеризуется применением больших плотностей тока и малым временем процесса. Такой режим применяют для сварки сталей, склонных к образованию закалочных структур, цветных металлов и сплавов.
Мягкий режим характеризуется относительно большой продолжительностью процесса и меньшими плотностями тока. Мягкий режим применяется преимущественно для углеродистых сталей.
Режим точечной сварки подбирается таким, чтобы диаметр сварной точки (литого ядра) dt достигал заданной величины. Для назначения величины dt используют справочную информацию в виде таблиц или эмпирические формулы. В частности, для этих целей можно использовать формулу
dt = 2δ+ (2...3), (4.3)
где – толщина металла, мм.
Усилие сжатия электродов необходимо при сварке не только для создания металлического контакта между соединяемыми деталями, но и для осуществления пластической деформации в процессе кристаллизации литого ядра, что необходимо для компенсации усадки, а также для предотвращения выплеска жидкого металла в зазор между деталями. Поэтому давление при точечной сварке снимается после выключения тока.
Усилие сжатия зависит от толщины свариваемых деталей и теплофизических свойств металла. Оно задается удельным давлением р и может иметь значения от 50 до 180 МПа. Значение ковочного усилия обычно в 2...3 раза больше усилия сжатия.
Продолжительность включения тока оказывает влияние на количество выделившегося тепла, а следовательно, на размеры жидкой ванночки металла в ядре сварной точки. Кроме того, длительное время включения тока может привести к перегреву основного металла, расположенного вблизи сварной точки.
Величина сварочного тока зависит в основном от толщины свариваемого металла и его химического состава. При этом минимальный ток определяет наибольшую длительность процесса сварки (мягкий режим).
Для сталей эта мягкость характеризуется отсутствием резкого закаливания и большими зонами термического влияния. Жесткий режим – это режим работы, при котором используется предельно возможный сварочный ток. Предел ограничивается не столько размерами расплавленной точки (ядра), сколько опасностью выплеска сильно перегретого жидкого металла по плоскости свариваемого контакта.
Силу тока и усилие сжатия деталей устанавливают постоянными или меняют по определенному графику в течение цикла сварки одной точки. Характер их изменения определяется толщиной и материалом свариваемых деталей. Наиболее распространенные схемы циклов точечной сварки приведены на рис. 4.4.
а
б
в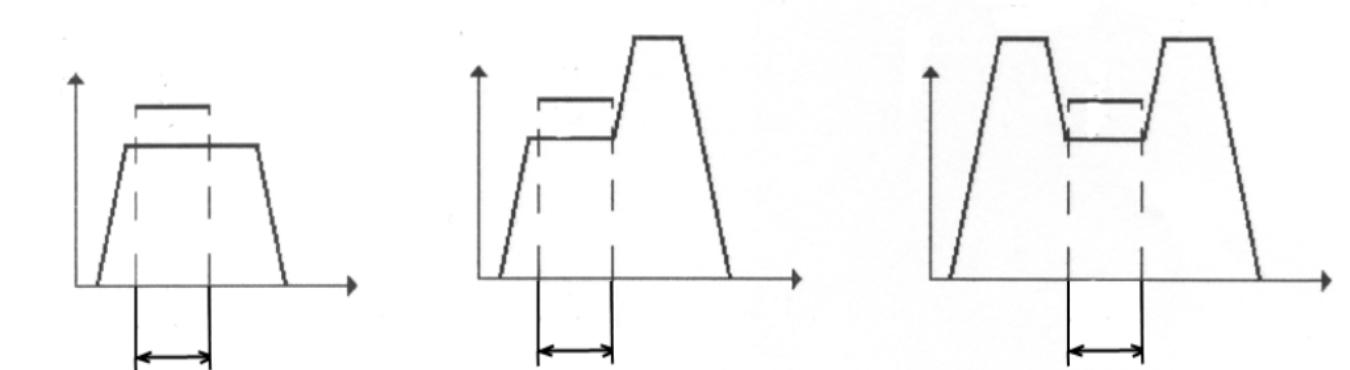
Рис. 4.4. Циклограммы контактной точечной сварки: а – для низкоуглеродистых сталей толщиной до 3 мм; б – для сталей толщиной до 10...12 мм; в – для сталей толщиной более 10 мм.