

Расчет технологичности детали
Количественная оценка технологичности конструкции определяется по комплексному показателю, определенному как совокупность частных показателей технологичности с учетом их весовых коэффициентов:
 (1)
(1)
где:
 -
комплексный показатель технологичности;
-
комплексный показатель технологичности;
 -
частный
показатель технологичности;
-
частный
показатель технологичности;
 -
коэффициент весомости частного показателя
-
коэффициент весомости частного показателя
технологичности;
 -
количество частных показателей
технологичности.
-
количество частных показателей
технологичности.
Нормативные значения комплексных показателей технологичности:
Тела вращения |
Прочие детали |
||
прецизионные |
не прецизионные |
прецизионные |
не прецизионные |
0,70 |
0,85 |
0,65 |
0,80 |
Нормативные значения коэффициентов весомости показателей технологичности:
№ |
Наименование частотного показателя технологичности |
Обозначение |
Весовые коэффициенты |
1 |
Показатель обрабатываемости материала |
Ком |
0,8 |
2 |
Показатель сложности конструкции детали |
Ксл |
0,7 |
3 |
Коэффициент точности и шероховатости поверхностей детали |
К пов |
0,6 |
4 |
Показатель унификации конструктивных элементов |
Куэ |
0.7 |
5 |
Показатель использования материала |
Ким |
1,0 |
1. Показатель обрабатываемости материала Ком
Наиболее распространенный метод оценки обрабатываемости материала основан на сравнении с эталонной скоростью резания, рассчитанной при обработке стали 45 при стойкости инструмента равной 60 минутам. Тогда
 (2)
(2)
Скорости резания можно рассчитать по известным методикам или определять по справочникам.
Для стали 45 Кv=1,0
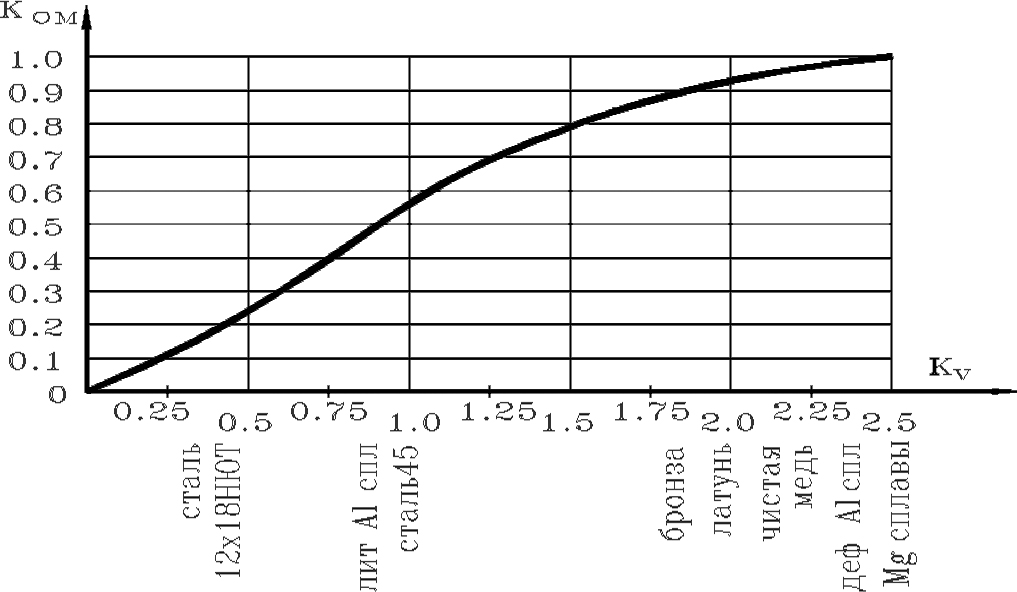
Из графика определяем, что Ком = 0,55
2. Показатели сложности конструкции детали Ксл
Показатель сложности конструкции детали можно представить в виде:
Ксл=0,25(Кк+Кр+Кв+Кс) (3)
где: Кк - количество поверхностей детали, обрабатываемых резанием;
Кр - количество повышенных требований по точностям формы и взаимного расположения поверхностей;
Кв - Количество видов механической обработки, которые определяются из формулы:
Ki=1-Ai (4)
Следовательно, при количестве поверхностей, обрабатываемых резанием < 20 Кк=1- 0=1.
Поверхности, обладающие малым квалитетом: пов. 1(h9), пов. 3(Н8) и пов. 4(h9) значит Кр =1- 0,4 = 0,6.
Количество видов механической обработки – 3, значит Кв=1-0,1=0,9.
Кс: А=0,1 (5)
(5)
где: п - общее количество поверхностей детали, обрабатываемых
резанием не грубее 10-го квалитета
mj - количество зон, на которое параметр Ra для i-ой поверхности
отстоит оптимального сочетания на диаграмме, показанной в таблице.
Оптимальные соотношения параметров поверхности
Ква-ли- тет |
Поля допус- ков |
Параметры шероховатости Ra для поверхностей с номинальными размерами, мм. |
|||||||
|
Вал |
Отв |
До 18 |
18-30 |
30-50 |
50-80 |
80-120 |
120-180 |
180-250 |
6 |
h6 |
H6 |
Ra=0.8 |
|
|
Ra=1.6 мкм |
|
|
|
|
|
|
мкм |
|
|
|
|
|
|
|
|
H7 |
|
|
|
|
|
|
|
|
|
Js7 |
|
|
|
|
|
|
|
|
|
K7 |
|
|
|
Зона 4 |
|
|
|
7 |
|
N7 |
|
|
|
|
|
|
|
|
|
P7 |
|
|
|
|
|
|
|
|
f7 |
|
Зона 5 |
|
|
|
|
|
|
|
h7 |
|
|
|
|
Ra=3.2 мкм |
|
|
|
|
|
F8 |
|
|
|
|
|
|
|
|
|
H8 |
|
|
|
|
|
|
|
8 |
e8 |
|
|
|
|
|
|
|
|
|
h8 |
|
|
|
Зона 3 |
|
|
|
|
|
|
E9 |
|
|
|
|
|
|
|
|
|
H9 |
|
|
|
|
|
|
|
9 |
d9 |
|
|
|
|
|
|
|
|
|
h9 |
|
|
|
|
|
|
|
|
|
|
H10 |
|
|
|
|
|
|
|
10 |
d10 |
|
|
Ra=6.2 мкм |
|
|
Ra=12.5 мкм |
||
|
h10 |
|
|
Зона 2 |
|
|
Зона 1 |
||
n=3 пов. 144h9, пов. 3 36Н8 и пов. 4 40h9 Ra 1,6 – зона 4
m1,2,3=0, следовательно А=0,1 1=0,1. Kс =1-0=1.
Ксл=0,25(1+0,6+0,9+1)=0,9