

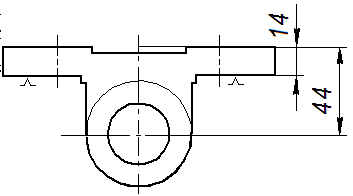
Фрезерная.
Токарная.
Сверлильная.

Определение припусков на все обрабатываемые поверхности.
Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности.
Минимальный припуск рассчитывается по формуле:
 ,
([1, том 1] стр.175)
,
([1, том 1] стр.175)
При развертывании плавающей разверткой и протягивании отверстий смещение и увод оси не устраняется. Следовательно, минимальный припуск в этом случае
 ,
([1, том 1] стр.176)
,
([1, том 1] стр.176)
При шлифовании у заготовки после ее термической обработки поверхностный слой должен быть сохранен; следовательно, слагаемое hi-1 должно быть исключено из расходной формулы:
 ,
([1, том 1] стр.176) где
,
([1, том 1] стр.176) где
 -
высота неровностей профиля на
предшествующем переходе;
-
высота неровностей профиля на
предшествующем переходе;
 -
глубина дефектного поверхностного
слоя на предшествующем переходе;
-
глубина дефектного поверхностного
слоя на предшествующем переходе;
 -
суммарное отклонение расположения
поверхности;
-
суммарное отклонение расположения
поверхности;
 -
погрешность установки заготовки на
выполняемом переходе (в данной учебной
работе не учитывается).
-
погрешность установки заготовки на
выполняемом переходе (в данной учебной
работе не учитывается).
90h12
Технологиче-ский маршрут |
Элементы припуска |
Расчет припуска zmin |
Расчет min р-ра |
Допуск Тd |
Принятые окружные размеры |
Полученные предельные припуска |
||||||||||
RZ |
h |
|
|
dmax |
dmin |
zmax |
zmin |
|||||||||
Литье h14 |
40 |
160 |
80 |
- |
|
90,61 |
870 |
91,57 |
90,7 |
|
|
|||||
Черновая h12 |
20 |
20 |
15 |
80 |
560 |
90,05 |
350 |
90,4 |
90,05 |
1100 |
580 |
|||||
Чистовая h11 |
10 |
10 |
- |
- |
270 |
89,78 |
220 |
90,0 |
89,78 |
400 |
270 |
|||||
Размер для литья: 90,7h14
64H12
Технологиче-ский маршрут |
Элементы припуска |
Расчет припуска 2zmin |
Расчет min р-ра |
Допуск Тd |
Принятые окружные размеры |
Полученные предельные припуска |
|||||||||
RZ |
h |
|
|
dmax |
dmin |
2zmax |
2zmin |
||||||||
Литье H14 |
40 |
100 |
300 |
- |
|
64,58 |
740 |
65,24 |
64,5 |
|
|
||||
Черновая H12 |
20 |
20 |
30 |
80 |
880 |
63,7 |
300 |
64 |
63,7 |
1200 |
760 |
||||
Размер для литья: 64,5H14
40H9
Технологиче-ский маршрут |
Элементы припуска |
Расчет припуска 2zmin |
Расчет min р-ра |
Допуск Тd |
Принятые окружные размеры |
Полученные предельные припуска |
|||||||||
RZ |
h |
|
|
dmax |
dmin |
2zmax |
2zmin |
||||||||
Литье H14 |
40 |
100 |
300 |
- |
|
39,892 |
620 |
38,92 |
38,3 |
|
|
||||
Черновая H12 |
20 |
20 |
25 |
80 |
880 |
39,772 |
250 |
39,75 |
39,5 |
1250 |
880 |
||||
Чистовая H9 |
10 |
10 |
10 |
- |
290 |
40,062 |
62 |
40,062 |
40 |
550 |
310 |
||||
Размер для литья: 38,3H14
18H11
Технологиче-ский маршрут |
Элементы припуска |
Расчет припуска 2zmin |
Расчет min р-ра |
Допуск Тd |
Принятые окружные размеры |
Полученные предельные припуска |
||||||||||
RZ |
h |
|
|
dmax |
dmin |
2zmax |
2zmin |
|||||||||
Литье H14 |
40 |
100 |
75 |
- |
|
17,42 |
430 |
17,33 |
16,9 |
|
|
|||||
Черновая H12 |
40 |
40 |
30 |
20 |
430 |
17,85 |
180 |
17,78 |
17,6 |
600 |
450 |
|||||
Чистовая H11 |
30 |
40 |
12 |
- |
260 |
18,11 |
110 |
18,11 |
18,0 |
400 |
330 |
|||||
Размер для литья: 16,9H14
24H9
Технологиче-ский маршрут |
Элементы припуска |
Расчет припуска 2zmin |
Расчет min р-ра |
Допуск Тd |
Принятые окружные размеры |
Полученные предельные припуска |
|||||||||
RZ |
h |
|
|
dmax |
dmin |
2zmax |
2zmin |
||||||||
Литье H14 |
40 |
100 |
80 |
- |
|
23,312 |
520 |
23,24 |
22,8 |
|
|
||||
Черновая H11 |
50 |
40 |
40 |
20 |
440 |
23,752 |
130 |
23,73 |
23,6 |
800 |
490 |
||||
Чистовая H9 |
10 |
5 |
10 |
- |
300 |
24,052 |
52 |
24,052 |
24,0 |
400 |
320 |
||||
Размер для литья: 22,8H14
Разработка операционных технологий.
Операционная технология – в операционной карте последовательно указываются выполняемые переходы, данные о технологическом оснащении, технологических режимов и трудовых затратах.
Разработка технологических операций начинается с выявления переходов. После определения содержания переходов рассматривают возможность применения нескольких инструментов в одной наладке. На операционной карте наносится операционный эскиз.
Оформление единичного технологического процесса выполняется на:
маршрутных картах формы У3 ГОСТ 3.1118-82;
операционных картах формы У2 (У2а) ГОСТ 3.1404-84.
Рассмотрим все выполняемые переходы из операционной карты.
Назначение режимов резания.
Массовое производство:
Выбранные операции:
Вертикально-фрезерная;
Токарная;
Сверлильная;