

5.2 Расчет и выбор режимов сварки
Главным условием выбора и расчета режимов сварки является получение швов оптимальной формы и размеров, обеспечивающие высокую технологическую прочность и высокие эксплуатационные характеристики.
К основным параметрам дуговой сварки относятся: сварочный ток Iсв, напряжение дуги Uд и скорость сварки Vсв. Каждый из этих параметров как отдельно, так и в совокупности с другими, оказывают существенное влияние на величину тепловложения, а следовательно, и на геометрические размеры шва, коэффициент формы провара, коэффициент формы шва и долевое участие основного и электродного металла в формировании шва.
Оптимальные параметры режима сварки обеспечивают необходимые геометрические размеры сварных швов и необходимые соотношения между основным и электродным металлом, при котором достигаются заданные механические свойства металла шва.
ШОВ №1
Способ сварки: полуавтоматическая сварка в защитных газах;
Тип шва:Т3, катет 8, тавровый, двухсторонний, без скоса кромок;
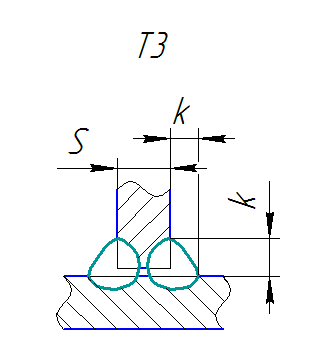
Рисунок 5.1- шов Т3 по ГОСТ 14771-76
Определяем площадь поперечного сечения шва, которая зависит от типа соединения и условий сварки, и для нашего случая она определяется по формуле, приведенной в [9]
![]() . (1)
. (1)
Общая площадь всего сварного соединения, т.е. с двух сторон, составляет:
![]() (2)
(2)
При этом следует иметь в виду, что максимальное поперечное сечение металла, наплавленного за один проход при полуавтоматической сварке не должно превышать 40 - 50 мм2. Принимаем:
![]() ;
;
Зная общую площадь поперечного сечения наплавленного металла, найдём число проходов:
![]() ; (3)
; (3)
Таким образом шов проваривается с одной стороны за 1 проход
Принимаем диаметр
электрода
![]() ;
;
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
![]() ; (4)
; (4)
где j
– допускаемая плотность тока,
![]() [10]
;
[10]
;
Принимаем сварочный ток в пределах от 370 до 390 А.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() ; (5)
; (5)
Скорость сварки может быть определена по формуле:
![]() (6)
(6)
где
![]() - коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки [10];
- коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки [10];
=7,8
![]() - плотность наплавленного металла;
- плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
![]() (7)
(7)
Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
![]() (8)
(8)
Выполнение прихваток:
Fн.прихв.=1/3*Fн.общ=(1/3)*40,4=14мм2; (9)
![]() (10)
(10)
![]() (11)
(11)
![]() ; (12)
; (12)
где
![]() - коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки;
- коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки;
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
(13)
Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
![]() (14)
(14)
Длина прихватки Lпр=20мм; Количество прихваток nпр=14;
Расстояние между прихватками L=50мм
ШОВ №2
Способ сварки: полуавтоматическая сварка в защитных газах;
Тип шва: нестандартный, односторонний, без скоса кромок ;
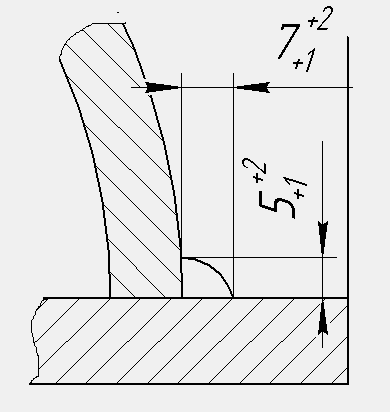
Рисунок 5.2- шов нестандартный
Площадь поперечного сечения шва определяется графичиским способом в программе Kompas:
![]() (2)
(2)
Таким образом, шов проваривается с одной стороны за 1 проход
Принимаем диаметр электрода ;
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
![]() ; (4)
; (4)
где j – допускаемая плотность тока, [10];
Принимаем сварочный ток в пределах от 230 до 270 А.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() ; (5)
; (5)
.
Скорость сварки может быть определена по формуле:
![]() (6)
(6)
где - коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки[10];
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
(7) Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
![]() (8)
(8)
Выполнение прихваток:
Fн.прихв.=1/3*Fн.общ=(1/3)*28=10мм2; (9)
(10)
(11)
![]() ; (12)
; (12)
где - коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
(13)
Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
![]() (14)
(14)
Длина прихватки Lпр=20мм; Количество прихваток nпр=8;
Расстояние между прихватками L=50мм
ШОВ №3:
Способ сварки: полуавтоматическая сварка в защитных газах;
Т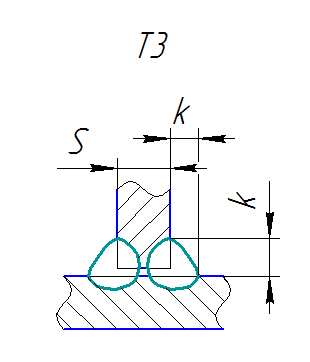 ип
шва: Т3-∆5, тавровый, двухсторонний, без
скоса кромок;
ип
шва: Т3-∆5, тавровый, двухсторонний, без
скоса кромок;
Рисунок 5.3 - Разделка кромок для шва Т3 по ГОСТ 14771-76
1. Определяем площадь наплавленного металла по формуле [9]
![]()
Сварку производим за 1 проход.
3. Задаём диаметр электродной проволоки: dэ.пр.=1,6мм.
4. В
зависимости от dэ.пр. задаём плотность
тока j=180А/мм![]() [10].
[10].
5. Находим силу тока:
![]() ;
;
6. Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() .0,
.0,
7. Скорость сварки может быть определена по формуле:
![]() ,
,
где
н=18,1
![]() -коэффициент
наплавки, определяется в зависимости
от тока сварки (Iсв, А) и диаметра проволоки
(dэ,мм) [10]
;
-коэффициент
наплавки, определяется в зависимости
от тока сварки (Iсв, А) и диаметра проволоки
(dэ,мм) [10]
;
=7,8![]() -плотность
наплавленного металла;
-плотность
наплавленного металла;
8. Вылет электрода находится по формуле:
L=(812)*dэ=(812)*1,6=12,819,2мм.
Выбираем L=16мм.
9. Скорость подачи проволоки определяется по формуле:
![]() .
.
Для автоматической сварки
Принимаем диаметр
электрода
![]() ;
;
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
![]() ; (4)
; (4)
где j – допускаемая плотность тока, ;
Принимаем сварочный ток в пределах от 340 до 360 А.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() ; (5)
; (5)
.
Скорость сварки может быть определена по формуле:
![]() (6)
(6)
где
![]() - коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки[10];
- коэффициент наплавки, определяется в
зависимости от тока сварки и диаметра
проволоки[10];
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
![]() (7)
(7)
Выбираем L=20 мм.
Скорость подачи проволоки определяется по формуле:
![]()
Выполнение прихваток.
Прихватка выполняется полуавтоматической сваркой проволокой диаметром 1,6мм.
Принимаем Fн.прихв. = 10 мм2;
Для выполнения прихватки находим силу тока
![]() ,
,
Напряжение дуги
![]() ,
,
Скорость сварки может быть определена по формуле
![]() ;
;
Длина прихватки 20мм, расстояние между ними 140мм.
ШОВ №4:
Способ сварки: полуавтоматическая сварка в защитных газах;
Тип шва:Т6, тавровый, односторонний, со скосом одной кромки;
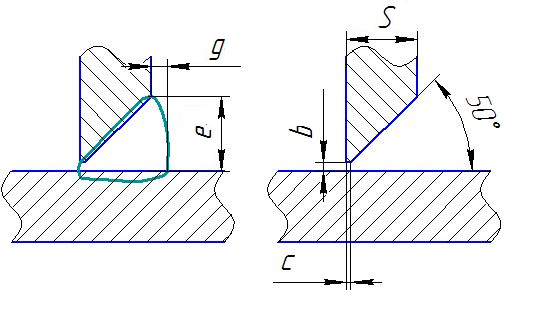
Рисунок 5.4-Разделка кромок для шва Т6 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле и значениям приведенным в [9]:
Fн.общ.=![]()
Fн.общ.=
![]()
При этом следует иметь в виду, что максимальное поперечное сечение металла, наплавленного за один проход при полуавтоматической сварке не должно превышать 40 - 50 мм2. Принимаем:
![]() ;
;
Зная общую площадь поперечного сечения наплавленного металла, найдём число проходов:
![]() Принимаем 3 прохода.
Принимаем 3 прохода.
Таким образом действительная площадь наплавленного металла за один проход будет равна:
![]()
Сила сварочного тока при сварке в среде защитных газов определяется в зависимости от диаметра электрода, которым мы изначально задаемся, и допустимой плотностью тока:
; (4)
где j – допускаемая плотность тока, [10];
Принимаем сварочный ток в пределах от 370 до 390 А.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
; (5)
.
Скорость сварки может быть определена по формуле:
![]() (6)
(6)
где - коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки[10];
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
(7)
Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
![]() (8)
(8)
Выполнение прихваток:
Fн.прихв.=1/3*Fн.общ=(1/3)*40,4=14мм2;
;
где - коэффициент наплавки, определяется в зависимости от тока сварки и диаметра проволоки;
=7,8 - плотность наплавленного металла;
FН1пр - площадь поперечного сечения наплавленного металла за один проход, см2.
Вылет электрода находится по формуле:
Выбираем L=18 мм.
Скорость подачи проволоки определяется по формуле:
Длина прихватки Lпр=20мм; Количество прихваток nпр=14;
Расстояние между прихватками L=50мм