

2 Критический анализ базового технологического процесса
Качество проекта технологического процесса изготовления балки строповочной в основном определяется технико-экономическими показателями, такими как надежность, экономичность в изготовлении и эксплуатации.
Принципиальная технология производства балки предусматривала следующее: последовательность технологических операций, разбивку конструкции на отдельные технологические узлы и элементы, эскизное проделывание специальных приспособлений и оснащение, расчеты режимов сварки основных сварочных операций расчет ожидаемых сварочных деформаций, сравнительную технико-экономическую оценку разработанных вариантов технологий.
После окончательного утверждения технологического процесса и принятого варианта технологии выполнили рабочее проектирование конструкции и составили рабочую технологию.
Рабочая технология включает: уточнение и изменения принципиальной технологии, связанной с изменением конструкции на этапе проектирования; разработку технологических карт с указанием всех параметров режимов сварки, применяемых сварочных материалов и оборудование; короткое описание технологических приемов выполнения отдельных операций; требования к точности и качеству сварочных конструкций на отдельных этапах ее изготовления; указания методов проверки точности и контроля качества соединений и готовых изделий.
Одновременно с разработкой рабочей технологии велся выбор оснащения и приспособлений.
В условиях базового производства балку строповочную изготовляли без применения высокомеханизированного оборудования, применяя ручная сварка на отдельных этапах изготовление конструкции. Сначала происходит полное собирание всей конструкции, потом сварки.
В отличии от производственного процесса, существующего на предприятии, предложено ввести следующие изменения. Во-первых, применить специальные сборочные и сварочные приспособления (на предприятии их не используют, так как выпуск изделий осуществляют исходя из условий единичного производства, а сборки осуществляется на плитах с применением скоб, клиньев и молота). Во-вторых на предприятии осуществляют очистку уже готового изделия .Предложено вести очищение металла, который поступает с состава, который повысит качество конструкции. В - третьих, на предприятии широко используется для изготовления изделий ручная дуговая сварка. Предложено использовать для сварки полуавтомат и автомат.
Все недостатки базового технологического процесса обусловленные единичным типом производства и в ходе проектирования решаются механизацией и автоматизацией процесса, возможной благодаря массовости производства. Предложенные изменения позволяют сократить трудоемкость, улучшить качество продукции, уменьшить себестоимость изделия.
3 Разработка схемы технологического процесса сборки и сварки
Каждая сварная конструкция, если есть такая возможность, должна разбиваться в процессе изготовления на отдельные узлы и подузлы, которые можно изготовить независимо друг от друга в специальных приспособлениях со следующей сборкой и сваркой.
В первом приближении сборки-сварки балки разбиваем ее на следующие узлы, представленные на рис. 3.1, при этом должно обеспечиваться:
необходимая точность размеров изделия;
узлы должны быть предельно простыми с целью обеспечения сборки их в специализированных быстродействующих приспособлениях;
узлы должны обеспечивать свободный доступ ко всем сварным швам;
качество соединений;
наименьшие собственные напряжения;
применяются механизированные способы сборки-сварки с минимальной трудоемкостью;
Схема технологического процесса сборки и сварки балки приведена на рисунке 3.1.
Методом последовательного наращивания производится промежуточное изготовление трех сборочных элементов. Позиции указанные в схеме отвечают позициям на чертеже СП01.ДП01.000.00.СБ графической части.
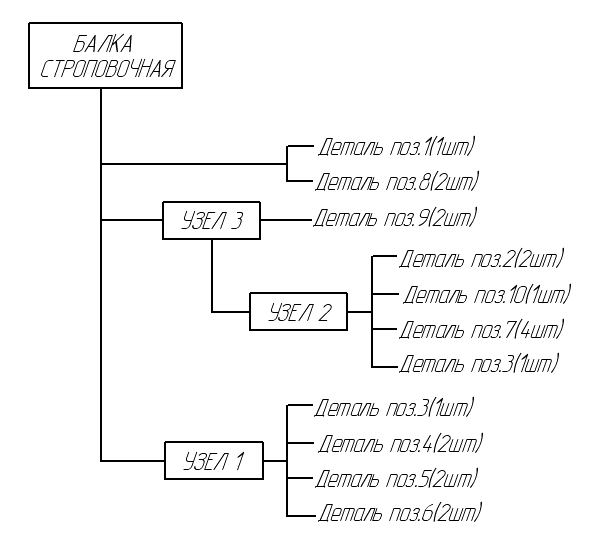
Рисунок 3.1 - Схема расчленения балки на узлы и детали