

6.4 Технологическое планирование участка и описание технологического потока
Размещение цеха - всех его производственных отделений и участков, а также вспомогательных, административно-конторских и бытовых помещений должно по возможности целиком удовлетворять всем требованиям процессов, которые подлежат выполнению в каждом из этих отделений. В этом заключается одна из главных задач рационального проектирования промышленных предприятий. Поскольку в сварочных цехах основными ведущими процессами являются сборочно-сварочные работы, итак, в первую очередь удовлетворению требований этих процессов уделенное особое внимание при разработке плана участка цеха.
Эти требования обусловливаются главным образом индивидуальными особенностями заданной свареной конструкции и соответствующих рационально избранных способов его изготовления; характерными особенностями типа производства и организационных форм его осуществление; степенью производственной связи основных отделений и участков с другими производственными и вспомогательными отделениями цеха.
План цеха определяет пространственное расположение в нем технологического процесса производства. Разработка технологического плана включает выбор наиболее рациональной для проектированного производства схемы компонования участка цеха, определение ее геометрических размеров и следующую детализацию ее содержания.
С целью достижения наиболее рационального размещения технологического процесса сборки и сваривание необходимо стремиться к прямоточности. Отсутствие поворотных перемещений сборочных и сварочных единиц и сокращение к минимуму количества поперечных перемещений в каждом пролете служит показателем высокого качества разработки пространственного размещения производственного процесса [10].
При этом стремимся не только обеспечить прямоточность производства и наиболее рациональную специализацию работ в каждом пролете, но также достичь наилучшего использования грузоподъемных транспортных средств.
Планирование элементов производства на пролете сборочно-сварочного участка выполняем согласно последовательности работ, указанных в разработанных технологических процессах. Планирование участка цеха приведены на чертеже СП01.ДП.03. 000.00 ТЧ.
При проектировании участка для сборки и сварки были выдержаны следующие параметры. Расстояние между рабочим местом или ограждением сварочной кабины и составным местом для прибывающих деталей и сборочных единиц, а также для сборочных единиц, которые отправляются из данного рабочего места на следующие рабочие места принимаем 1 м. Ширина проезда между двумя линиями рабочих мест, расположенными в одном пролете, принимаем равным 3 м. Такая ширина необходимая для обеспечения свободного проезда средств внутрецехового напольного транспорта в случаях встречи двух самоходных тележек. Ширина рабочего места в сборочно-сварочном отделении участка цеха обусловлена шириной сборочно-сварочного устройства. Последняя, в свою очередь, зависит от размеров изделия, которое изготовляется на данном рабочем месте. В общий размер ширины рабочего места включенная ширина проходов по 1 м из каждой стороны сборочно-сварочного устройства. Эти проходы необходимые для перемещения рабочих в процессе выполнения ими работ на данном рабочем месте. Размеры складских мест выбирались для каждого рабочего места индивидуально, исходя из размеров изделий, которые собираются, и деталей.
Длину пролета в пределах проектированного сборочно-сварочного участка устанавливаем на основе результатов проектирования планирования оборудования и рабочих мест на участке. При этом шаг колонн и ширина пролета представляют собой основные параметры сетки колонн.
Высота пролета сборочно-сварочного проектированного участка цеха обусловлена размерами предмета изготовления в нем, сборочных единиц и изделия в целом, габаритными размерами запроектированного к установке в пролете производственного оборудования, которое рассчитывается, большой высоты и предусмотренным применением верхнего транспорта (мостовых кранов, кран-балок). При наличии верхнего транспорта высота пролета Нп состоит из нескольких составляющих (см. рис. 6.1) и определяется по формуле:
Нп ≥ Н1+Н2+Н3+Н4+Н5+Н6+Н7; (6.6)
где Н1 – расстояние между наиболее низкой точкой крана и наиболее высокой точкой транспортуємого груза, Н3=1м;
Н2 – наибольшая высота груза, транспортирует моего в этом пролете с помощью верхнего транспорта, Н4=0.3м;
Н3 - расстояние между наиболее низкой точкой груза и высочайшей точкой оборудования, Н5=0.8м;
Н4 - расстояние от уровня поверхности головки рельса подкрановых путей к высшей точке оборудования тележке мостового крана, Н6=1м;
Н5 – наибольшая высота производственного оборудования, Н1=3.9м.:
Таким образом:
Нп = 1 + 0.3 + 0.8 + 1 + 3.9 = 7м.
Планирование элементов производства на пролете сборочно-сварочного участка выполняем согласно последовательности работ, указанных в разработанных технологических процессах. Планирование участка цеха приведены на чертеже СП01.ДП03.000.00ТЧ.
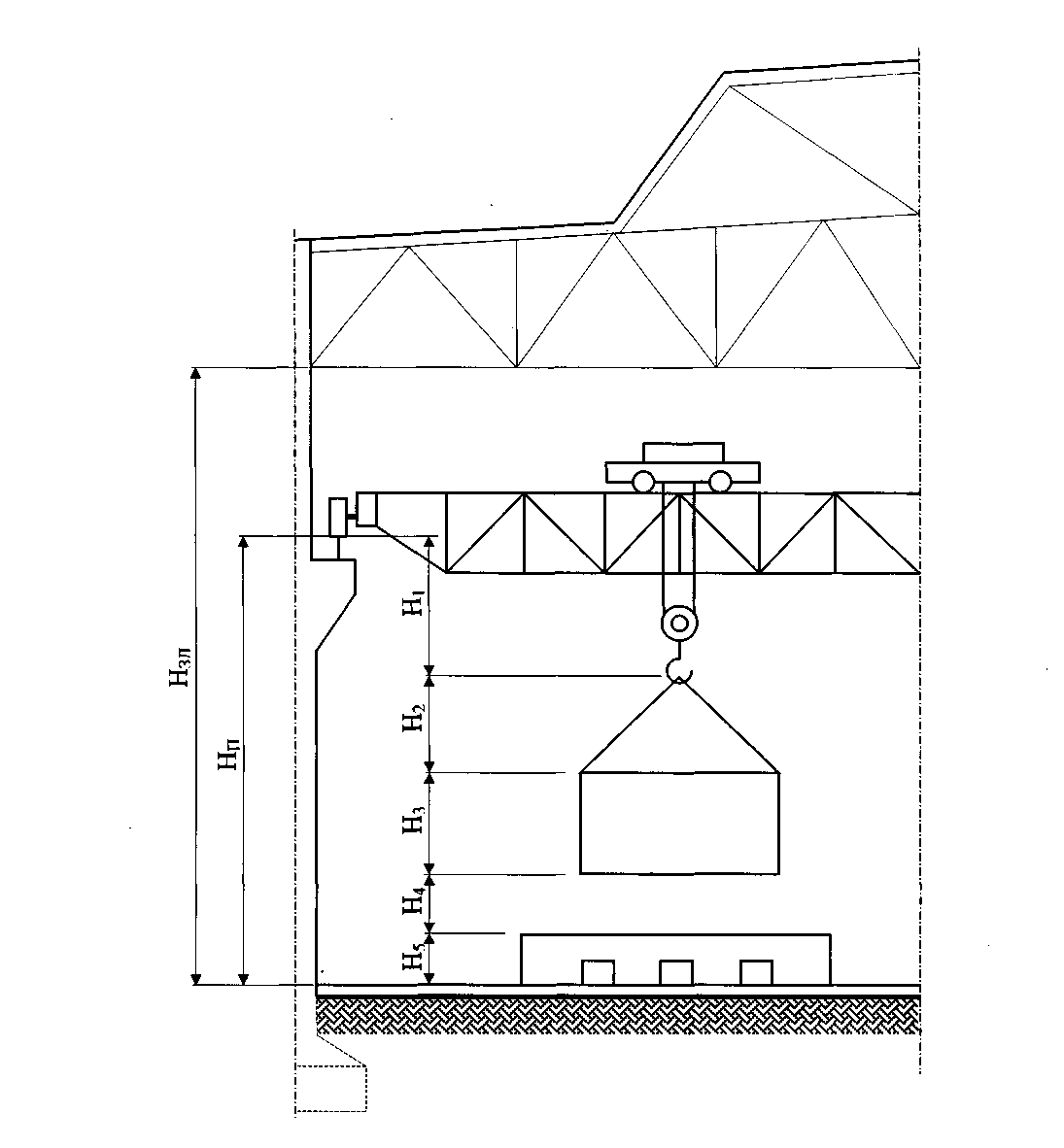
Рисунок 6.2 - Поперечный перерез пролета цеха
С учетом веса грузов, средних расстояний и программы выпуска выбираем следующее подъемно-транспортное оборудование: мостовой кран грузоподъемностью 100 кн и кран-балку грузоподъемностью 10 кн, технические характеристики которых приведенные в таблицах 6.2 и 6.3 соответственно.
Таблица 6.1 - Техническая характеристика мостового крана [10]
Параметр |
Значение |
Грузоподъемность, кН |
100 |
Скорость подъема, м/мин |
10,8 |
Скорость движения моста, м/мин |
108,5 |
Скорость движения тележки, м/мин |
23,9 |
Минимальное расстояние от колонн до крана, г |
1,5 |
Максимальное расстояние от колонн до крана, г |
5,3 |
Расстояние между осями катков, г |
19,2 |
Таблица 6.2 - Техническая характеристика кран-балки [10]
Параметр |
Значение |
Грузоподъемность, кН |
10 |
Высота подъема, г |
6;12;18 |
Скорость, м/мин: |
|
подъема |
8 |
движения талые |
20 |
движения крана |
32 |
Масса, т |
3,46 |