

5.4 Проектирование и описание технологической оснастки и нетипичного механического оборудования сборочно-сварочного производства
Конструкция сборочно-сварочного приспособления должна:
обеспечивать заданную точность сборки;
иметь достаточную прочность и жесткость и не менять своих размеров в процессе эксплуатации, транспортировки;
обеспечивать свободный и легкий доступ к местам установки деталей, которые собирают;
обеспечивать наиболее легкий способ установки собираемых деталей и быстрый и свободный съем сваренного изделия с приспособления;
обеспечивать наиболее рациональный способ сборки и сварки изделия при минимальном количестве кантовок;
оказывать содействие уменьшению остаточных сварочных деформаций;
иметь минимальное количество элементов для закрепления и обеспечивать надежное закрепление деталей, которые собирают;
иметь быстродействующие зажимные элементы;
не допускать забрызгивания установочных баз и резьбовых соединений;
уменьшить трудоемкость работ, увеличить производительность труда;
обеспечивать безопасные условия работы, отвечать санитарно-гигиеническим нормам.
Исходя из перечисленных ниже условий осуществляем проектирование технологической оснастки [8].
Зажимные механизмы должны удовлетворять следующим требованиям:
при зажиме не должно изменяться первоначальное положение изделия;
зажимы не должны вызвать деформации изделия и порчу его поверхностей;
закрепление и раскрепление изделий должно производиться с минимальной затратой сил и времени рабочего;
при закреплении недостаточно твердых изделий усилия зажима должны располагаться над сопротивлениями или возможно ближе к ним.
Определять необходимое усилие зажима надо с учетом коэффициента запаса k относительно конкретных условий.
Коэффициент k, на который множится найденное значение усилия зажима, определяют по формуле:
![]() (5.7)
(5.7)
где
![]() – гарантированный коэффициент запаса
для всех случаев,
– гарантированный коэффициент запаса
для всех случаев,
![]() ,
[18];
,
[18];
![]() – коэффициент,
который учитывает состояние поверхности
изделия; для необработанной поверхности
– коэффициент,
который учитывает состояние поверхности
изделия; для необработанной поверхности
![]() [18];
[18];
![]() – коэффициент,
который учитывает
постоянство усилия зажима, который
развивает силовой привод
приспособления: для механизированных
силовых приводов (пневматического,
гидравлического и т.п.),
– коэффициент,
который учитывает
постоянство усилия зажима, который
развивает силовой привод
приспособления: для механизированных
силовых приводов (пневматического,
гидравлического и т.п.),
![]() ,
[18].
,
[18].
![]()
При расчете усилий зажима, исходя из характера и величины сварочных деформаций, необходимо в первую очередь определить их место приложения и направление действия.
В приспособлении применяются пневматические прижимы прямого действия, поэтому схема их расчета будет сводиться к тому, что необходимое усилие на штоке будет равняется необходимому усилию зажима детали.
Необходимое усилие закрепления определяется исходя из того, что изделие в процессе изготовления кантуется в приспособлении, итак, усилие зажима должно быть таким, чтобы удерживать изделие в приспособлении.
Необходимое усилие закрепления определяется исходя из того, что изделие в процессе изготовления кантуется в приспособлении, итак, усилие зажима должно быть таким, чтобы удерживать изделие в приспособлении.
Определяем зажимные усилия и рассчитываем элементы приспособления.
Рассчитаем элементы приспособления СП01.ДП04.000.00.ВО
Рассчитаем элементы приспособления согласно рисунку 5.5
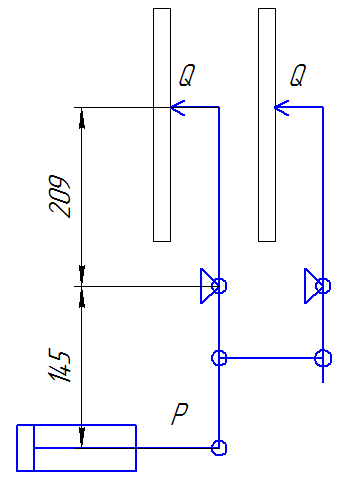
Рис. 5.5 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Усилие, которое должен развивать пневмоцилиндр:

Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке Диаметр пневмоцилиндра рассчитывается из того, что усилие со штока пневмоцилиндра непосредственно передается на деталь. В этом случае:
![]()
где р – давление сжатого воздуха, МПа;
![]() – КПД пневмоцилиндра.
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70
принимаем пневмоцилиндр
![]() мм.
Ход штока
мм.
Ход штока
![]() мм.
Усилие которое развивает данный
пневмоцилиндр:
мм.
Усилие которое развивает данный
пневмоцилиндр:
![]()
Рассчитаем элементы приспособления согласно рисунку 5.6
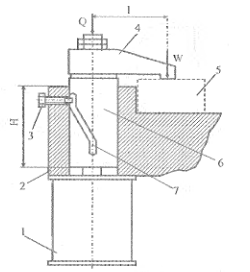
Рис.5.6 - Кинематическая схема зажимного устройства.
l=165мм
Н=60мм
W=55кг =590H
Усилие, которое должен развивать пневмоцилиндр:
Рассчитываем диаметр пневмоцилиндра:
![]()
По ГОСТ 15608-70
принимаем пневмоцилиндр
![]() мм.
Ход штока
мм.
Ход штока
![]() мм.
Усилие которое развивает данный
пневмоцилиндр:
мм.
Усилие которое развивает данный
пневмоцилиндр:
![]()
Рассчитаем элементы приспособления согласно рисунку 5.7.
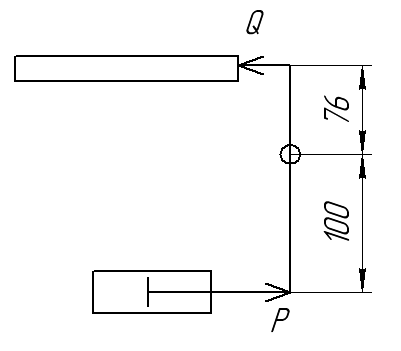
Рис. 5.7 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Усилие, которое должен развивать пневмоцилиндр:

Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке Диаметр пневмоцилиндра рассчитывается из того, что усилие со штока пневмоцилиндра непосредственно передается на деталь. В этом случае:
где р – давление сжатого воздуха, МПа;
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70
принимаем пневмоцилиндр
![]() мм.
Ход штока
мм.
Ход штока
![]() мм.
Усилие которое развивает данный
пневмоцилиндр:
мм.
Усилие которое развивает данный
пневмоцилиндр:
![]()
Рассчитаем элементы приспособления СП01.ДП05.000.00.ВО
Рассчитаем элементы приспособления согласно рисунку 5.8.
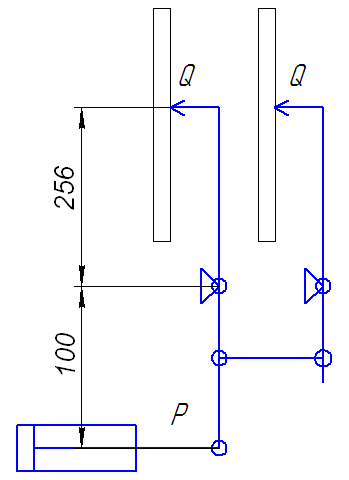
Рис. 5.8 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Усилие, которое должен развивать пневмоцилиндр:

Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке Диаметр пневмоцилиндра рассчитывается из того, что усилие со штока пневмоцилиндра непосредственно передается на деталь. В этом случае:
где р – давление сжатого воздуха, МПа;
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70 принимаем пневмоцилиндр мм. Ход штока мм. Усилие которое развивает данный пневмоцилиндр:
Рассчитаем элементы приспособления согласно рисунку 5.9.
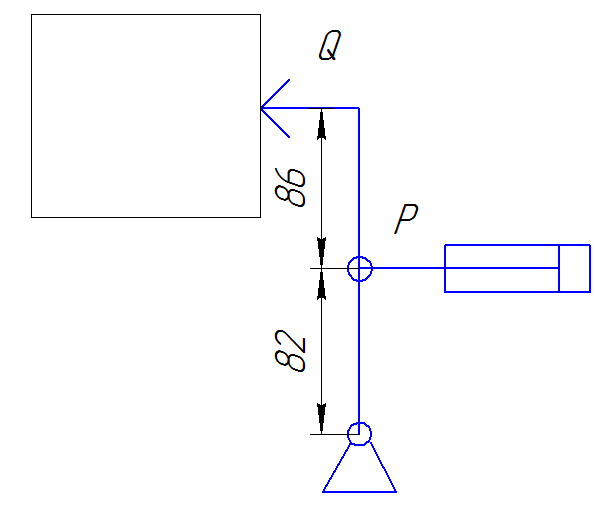
Рис. 5.9 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Усилие, которое должен развивать пневмоцилиндр:

Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке
где р – давление сжатого воздуха, МПа;
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70
принимаем пневмоцилиндр
![]() мм.
Ход штока
мм.
Усилие которое развивает данный
пневмоцилиндр:
мм.
Ход штока
мм.
Усилие которое развивает данный
пневмоцилиндр:
![]()
Рассчитаем элементы приспособления согласно рисунку 5.10
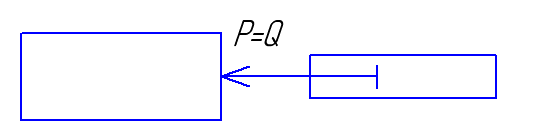
Рис. 5.10 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке Диаметр пневмоцилиндра рассчитывается из того, что усилие со штока пневмоцилиндра непосредственно передается на деталь. В этом случае:
где р – давление сжатого воздуха, МПа;
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70 принимаем пневмоцилиндр мм. Ход штока мм. Усилие которое развивает данный пневмоцилиндр:
Элементы приспособления СП01.ДП06.000.00.ВО идентичны элементам приспособления СП01.ДП06.000.00.ВО
Рассчитаем элементы приспособления СП01.ДП07.000.00.ВО
Рассчитаем элементы приспособления согласно рисунку 5.11
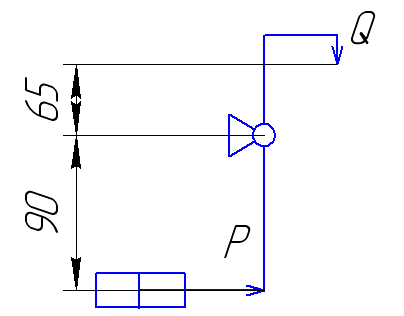
Рис. 5.11 - Кинематическая схема зажимного устройства.
Определим усилия необходимое для фиксации узла
![]()
Так как одновременно работают 4 зажима, необходимое усилие зажатия составит:
![]()
Усилие, которое должен развивать пневмоцилиндр:

Рассчитываем диаметр пневмоцилиндра по схеме представленной на рисунке Диаметр пневмоцилиндра рассчитывается из того, что усилие со штока пневмоцилиндра непосредственно передается на деталь. В этом случае:
где р – давление сжатого воздуха, МПа;
– КПД пневмоцилиндра.
![]() мм.
мм.
По ГОСТ 15608-70 принимаем пневмоцилиндр мм. Ход штока мм. Усилие которое развивает данный пневмоцилиндр: