

4.1. Технология газовой сварки
Качественный шов обеспечивается правильным подбором мощности горелки, вида сварочного пламени, способа сварки, угла наклона горелки, применением соответствующего присадочного материала и флюса.
Мощность сварочного пламени оценивают по расходу ацетилена А, который вычисляют по формуле:
А = K - S, где S - толщина свариваемых листов, мм;
K - коэффициент; для углеродистой стали и чугуна K=100-120; для нержавеющей стали K=70-80; для меди K=160 -200; для алюминия К=75. По мощности пламени определяют номер наконечника сварочной горелки. Диаметр присадочной проволоки d выбирают в зависимости от толщины S свариваемых листов. При толщине свариваемых листов S < 10 мм можно пользоваться формулой:
d = 0,5 . S + 1.
При толщине S > 10 мм диаметр присадочного прутка принимают равным 5 мм.
Существуют два основных способа газовой сварки: правый и левый. При толщине металла менее 3 мм применяют левую сварку, при которой горелка движется вдоль стыка справа налево. Присадочный пруток находится слева от горелки.
При толщине металла больше 5 мм применяют правую сварку: горелка движется слева направо. Правый способ обеспечивает некоторую термическую обработку выполненного соединения, поэтому его предпочтительно применять для сварки закаливающихся сталей любой толщины.
Угол a наклона горелки к свариваемой поверхности зависит от толщины свариваемого металла, рис. 5.25.
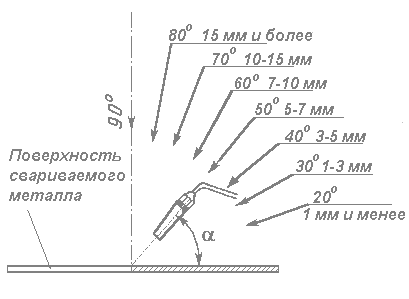
Рис. 4.3. Угол наклона горелки в зависимости от толщины металла заготовок
При увеличении толщины металла нужна большая концентрация тепла и, соответственно, больший угол наклона горелки.
4.2. Пост для газовой сварки
Пост для газовой сварки (рис. 4.4.) должен иметь: сварочный стол 1, армированный шамотным кирпичом, свариваемые заготовки 2, присадочную сварочную проволоку 3, горелку 4, гибкие сварочные шланги 5, баллон с ацетиленом 8 и редуктором 6 (окрашенным в белый цвет, как и баллон), баллон с кислородом и редуктором 7 (окрашенным в голубой цвет, как и баллон). Каждый редуктор оснащен двумя манометрами: один показывает давление газа в баллоне, другой - давление на выходе (в шланге).
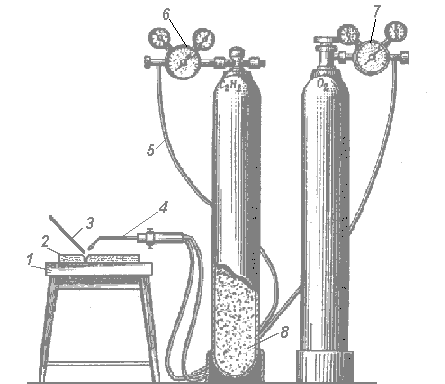
Рис. 4.4. Пост газовой сварки
4.3. Технико-экономическое обоснование
Преимущества:
1. Способ обладает большой универсальностью, т. е. позволяет сваривать черные, цветные металлы и их сплавы.
2. Способ позволяет регулировать температуру в широких пределах.
3. Сварка возможна во всех пространственных положениях.
4. Возможность производить подогрев свариваемых заготовок перед сваркой, в процессе сварки и после сварки.
Недостатки:
1. Большая околошовная зона нагрева и, следовательно, большие деформации и коробления.
2. При увеличении толщины свариваемых листов резко снижается производительность сварки и качество швов.
3. Взрывоопасность применяемых газов.
4. Требуется высокая квалификация сварщика.
Применение:
1. Сварка тонких листов (0,2-2 мм).
2.Ремонт различных машин и механизмов, заварка дефектов в отливках, в том числе из чугуна и бронзы, монтаж и ремонт сантехнических и теплотехнических коммуникаций.
3.Наплавка специальных легированных сталей (жаропрочных, износостойких и др.) на конструкционную сталь.
4. Пайка и резка металлов.