

Изготовление полимерных мфу
Различные микроструктуры в полимере могут быть изготовлены различными способами. Это могут быть: горячее тиснение (рис. 2), литье, литография, лазерная абляция и другие. В зависимости от того, какой метод производства используется при изготовлении МФУ из полимерных материалов, могут появляться разнообразные источники погрешности, способные вызывать отклонения размеров выпускаемых элементов. Так, например, при грубой отделке мастер-форм необходимых для репликации устройств, все дефекты формы переходят на формируемую деталь. К тому же можно получить ограниченное количество отпечатков микроструктур при использовании мастер-форм. Отклонение от разработанного технологического процесса также способно привнести в изделие определенные искажения и дефекты. Для предотвращения подобного результата необходимо периодически контролировать характеристики реплицируемых изделий и оперативно устранять или корректировать выявленные источники ошибок. Также необходимо предотвращать появление загрязнений на материале.
Д
 ля
формирования структур с более сложной
топологией (каналы, фильтры, смесители,
реакторы, в том числе с многоуровневой
архитектурой) высокопроизводительным
считается метод высокоэнергетического
внешнего воздействия, при котором
материал удаляется с подложки. Различные
по энергии механизмы воздействия на
подложку реализуется благодаря высокой
плотности мощности лазерного излучения
(1014–1026
Вт/см2).
Варьируя длительность лазерных импульсов,
можно получить структуры с разными
размерами. При обработке образца
миллисекундными или микросекундными
лазерными импульсами, реализуется
следующий механизм взаимодействия
излучения с материалом:
нагрев—плавление—испарение материала.
Размеры получаемых структур для такого
вида обработки (диаметр/ширина) 50–250
мкм при толщине материала до ~5 мм.
ля
формирования структур с более сложной
топологией (каналы, фильтры, смесители,
реакторы, в том числе с многоуровневой
архитектурой) высокопроизводительным
считается метод высокоэнергетического
внешнего воздействия, при котором
материал удаляется с подложки. Различные
по энергии механизмы воздействия на
подложку реализуется благодаря высокой
плотности мощности лазерного излучения
(1014–1026
Вт/см2).
Варьируя длительность лазерных импульсов,
можно получить структуры с разными
размерами. При обработке образца
миллисекундными или микросекундными
лазерными импульсами, реализуется
следующий механизм взаимодействия
излучения с материалом:
нагрев—плавление—испарение материала.
Размеры получаемых структур для такого
вида обработки (диаметр/ширина) 50–250
мкм при толщине материала до ~5 мм.




давление
Рис. 2. Схема формирования структур на полимере методом горячего тиснения.
Для изготовления структур размером от десятков нанометров до микрометров при толщине материала до сотен микрометров, используются импульсы нано- и пикосекундной длительности. В данном случае расплавленная фаза отсутствует, а механизм разрушения материала происходит по схеме нагрев—абляция.
Использование ИК-лазерного луча для обработки полимера (если полимер поглощает излучение этой длины волны) приводит к нагреву поверхности до высокой температуры и испарению материала. К достоинствам ИК-лазеров следует отнести возможность получения больших размеров пучка, высокой эффективности абляции и высокой энергии излучения в импульсе.
Лазерная абляция полимеров
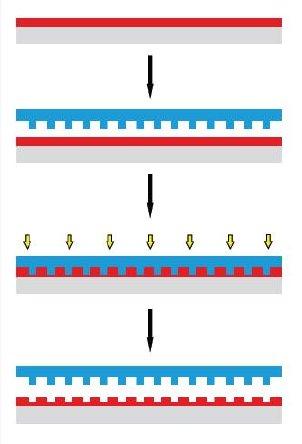
Лазерная абляция (ЛА) (рис. 3) позволяет осуществить быстрое создание микроканалов в ПММА, а при сочетании с достаточно простыми методами герметизации рабочую систему можно получить менее, чем за 2 часа. При ЛА полимерных материалов характеристики формируемых микроструктур зависят от длины волны излучения, мощности лазера, геометрии светового потока, свойств полимера и среды окружения. Получаемая геометрия структуры и ее размеры зависят от оптических параметров установки и расхождения лазерного луча. А характеристики и свойства структуры зависят от физико-химических свойств полимера, которые определяют реакцию на излучение. Благодаря тому, что ПММА сочетает низкую теплоемкость с низкой теплопроводностью, имеет высокий (около 0.92) коэффициент поглощения в ИК диапазоне, он является наиболее распространенным полимером для ЛА.
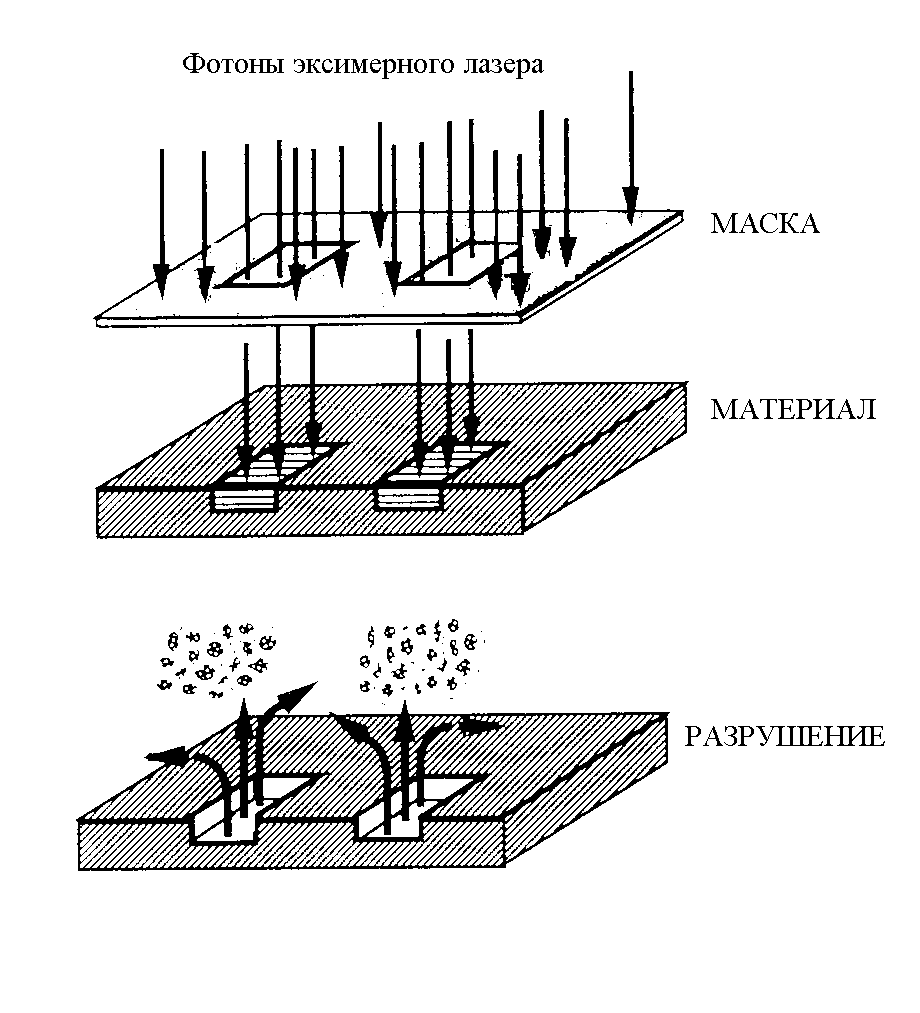
Рис. 3. Схема формирования структур на полимере методом лазерной абляции.
ПММА сохраняет твердое состояние при нагреве до температуры размягчения (не менее 92 °С). При превышении этой температуры ПММА переходит в эластичное состояние и поддается формованию. Если энергия воздействующего на полимер излучения высока, то начинается тепловое разложение ПММА, которое заключается в разрыве длинных цепей полимера и последующем испарении мономера метилметакрилата (ММА), диоксида углерода, паров воды и других газов. В основном разрушение происходит в области температур от 350 до 380 °C [11].

Рис. 4. Воздействие лазерного излучения на материал (ПММА).
С целью изучения влияния технологических погрешностей, возникающих при использовании указанных методов (фотолитография и кислотное травление стеклянной подложки, лазерная абляция поверхности полимера) на аналитические характеристики микрофлюидного чипа, будут проведены измерения профилей каналов микрофлюидных чипов для электрофоретического разделения пробы.