

Дуговая пайка
При дуговой пайке нагрев осуществляется дугой прямого действия, горящей между деталями и электродом или дугой косвенного действия, горящей между двумя угольными электродами.
При использовании дуги прямого действия обычно применяют угольный электрод (угольная дуга), реже - металлический электрод (металлическая дуга), которым служит сам стержень припоя. Угольную дугу направляют на конец стержня припоя, касающегося основного металла так, чтобы не расплавлять кромок детали. Металлическую дугу применяют при токах, достаточных для расплавления припоя и очень незначительно оплавляющих кромки основного металла. Для пайки дугой прямого действия пригодны тугоплавкие припои, не содержащие цинка. При помощи угольной дуги косвенного действия можно выполнять процесс пайки твердыми припоями всех типов. Для нагрева этим способом применяют специальную угольную горелку. Ток к электродам подается от машины для дуговой сварки. Дуговые горелки менее удобны для пайки, чем газовые, поэтому их применяют обычно при небольшом объеме работ по пайке.
Индукционная пайка (пайка токами высокой частоты)
При индукционной пайке детали нагреваются индуктируемыми в них вихревыми токами. Индукторы (рис. 3) изготовляются из медных трубок, преимущественно прямоугольного или квадратного сечения в зависимости от конфигурации деталей, подлежащих пайке.
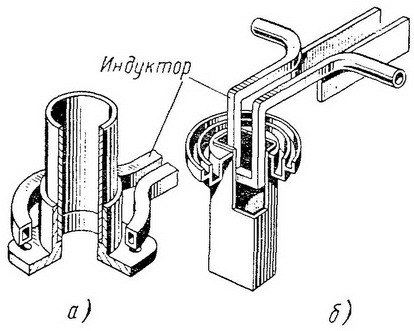
Рис. 3. Петлевые индукторы для нагрева наружной (а) и внутренней (б) поверхности
При индукционной пайке быстрый нагрев детали до температуры пайки обеспечивается использованием энергии высокой концентрации. Для предохранения индуктора от перегрева и расплавления применяют водяное охлаждение.
Для защиты поверхности деталей от окисления и окалины применяют твердые флюсы. Для этой же цели индукционную пайку проводят в вакууме или в восстановительной, или нейтральной средах.
Индукционную пайку можно производить твердыми припоями почти всех типов, но медь и медноцинковые припои для пайки деталей из меди и ее сплавов не рекомендуются. Для флюсования применяют буру, ее смесь с борным ангидридом и т. д.
В качестве источников питания при высокочастотной пайке применяют ламповые генераторы, а также установки с машинными генераторами повышенной частоты.
Контактная пайка (пайка сопротивлением)
При этом способе пайки электрический ток низкого напряжения (от 4 до 12 В), но сравнительно большой силы (2000-3000 А) пропускают через электроды и за короткое время нагревают их до высокой температуры; детали нагреваются как за счет теплопроводности от нагретых электродов, так и за счет тепла, выделяемого током при его прохождении в самих деталях. Схемы установок для пайки с электроконтактным нагревом показаны на рис. 4.
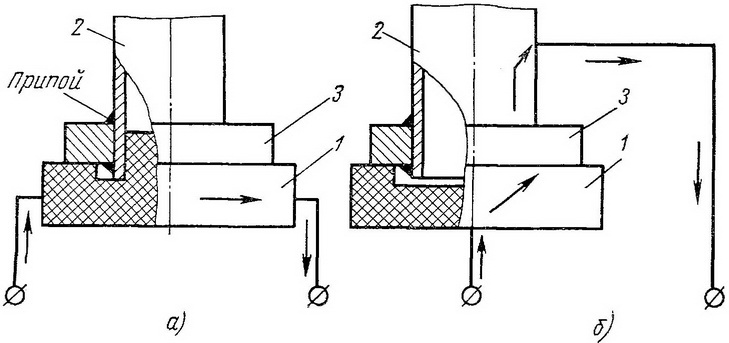
Рис. 4. Схемы установок для пайки с электроконтактным нагревом
При косвенном нагреве (рис. 4, а) электрический ток течет по электроду 1 и нагревает его, а детали 2 и 3 нагреваются от электрода за счет теплопроводности.
При прямом нагреве (рис. 4, б) детали 2 и 3 непосредственно включены в электрическую цепь и по ним протекает ток. Они нагреваются за счет тепла, выделяемого проходящим по ним электрическим током, и за счет теплопроводности от электрода 1. Расход электроэнергии при прямом нагреве, примерно, в два раза меньше, чем при косвенном нагреве.
При прохождении электрического тока паяемое соединение нагревается до температуры плавления припоя, и расплавленный припой заполняет шов.
Контактную пайку производят или на специальных установках, обеспечивающих питание током большой силы и малого напряжения, или на обычных машинах для контактной сварки.
Во всех установках ток подводится к паяемым деталям через электроды, которые изготовляют из меди, графита (например, электрографита марки ЭГ2) и сплавов (ЭИ437; ХЗО; Х18Н25С; Х12М). При контактной пайке применяют твердые припои: медь, латуни, серебряные припои и т. д. В ряде случаев необходимо применять флюс (в основном буру или ее водный раствор).