

Раскрой листового материала
Для холодной штамповки наиболее широко применяют листы, полосы, ленты, фасонный материал. Наибольшую часть себестоимости штампованных деталей (до 80%) составляет стоимость основного материала. Поэтому необходимо выбрать рациональный раскрой материала при разработке технологического процесса штамповки.
 При
заданных параметрах, вытекающих из
конструкции и размеров штампуемой
детали и частично определяющих сортамент
основного материала, окончательный его
выбор осуществляют на основании
экономического анализа возможных
вариантов и определение оптимального.
При
заданных параметрах, вытекающих из
конструкции и размеров штампуемой
детали и частично определяющих сортамент
основного материала, окончательный его
выбор осуществляют на основании
экономического анализа возможных
вариантов и определение оптимального.
Поскольку контур вырубаемой заготовки криволинейный, то контуры вырубаемых заготовок должны быть удалены друг от друга на величину технологической перемычки. Основное назначение перемычки - компенсировать погрешности подачи материала и фиксация его в штампе с тем, чтобы обеспечить полную вырубку детали по всему контуру и предотвратить получение бракованных деталей. Ширину перемычки выполняют меньшей для снижения расхода материала, а также для уменьшения усилий, необходимых для снятия материала с пуансона.
Определение перемычек [1,с.424,таб.139]
![]() -
перемычка между контурами заготовок
называется межконтурной;
-
перемычка между контурами заготовок
называется межконтурной;
![]() - перемычка между
контуром заготовки и краем полосы
называется боковой.
- перемычка между
контуром заготовки и краем полосы
называется боковой.
4.1 Вертикальное положение заготовок
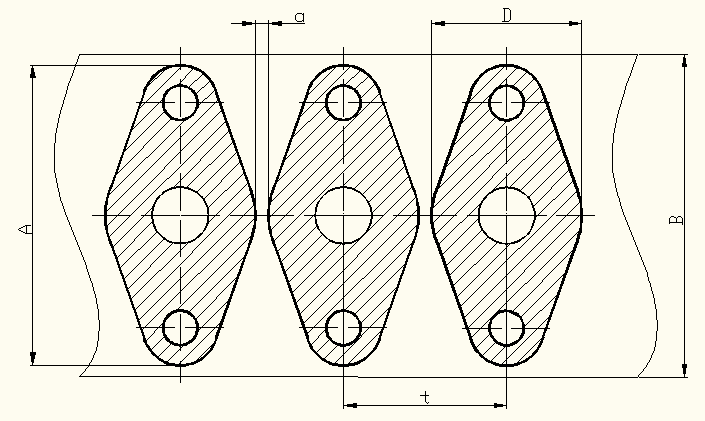
Рис.2 Вертикальное положение заготовок
Определение ширины полосы
Расчет номинальной ширины полосы проводят исходя из условия сохранения минимально необходимой ширины боковых перемычек при различных способах подачи и допусков по ширине полосы.
Расчетная ширина полосы [1,с.296,таб.139]:
![]() ,
,
где
![]() -
размер вырезаемой детали (поперек
полосы);
-
размер вырезаемой детали (поперек
полосы);
- наименьшая величина боковой перемычки;
![]() -
гарантийный зазор между направляющими
и наибольшей возможной шириной полосы;
-
гарантийный зазор между направляющими
и наибольшей возможной шириной полосы;
![]() - односторонний
допуск на ширину полосы.
- односторонний
допуск на ширину полосы.
![]()
Принимаем номинальную
ширину полосы
![]() .
.
Шаг подачи[4,с.294]:
![]() ,
,
где
![]() - размер вырезаемой детали вдоль полосы;
- размер вырезаемой детали вдоль полосы;
- межконтурная перемычка.
![]()
Раскрой листа
 :
:
Продольный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:
![]() ,
,
где
![]() - площадь вырубаемой детали.
- площадь вырубаемой детали.
Поперечный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:
![]()
Раскрой листа
 :
:
Продольный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:

![]()
Поперечный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:
![]()
Горизонтальное положение заготовок
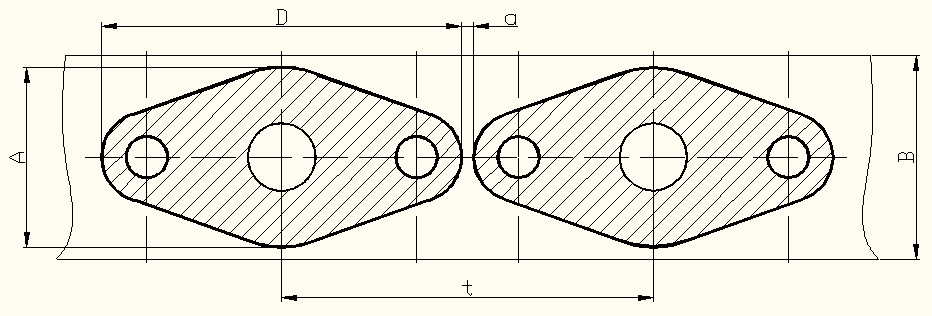
Рис.3 Горизонтальное положение заготовок
Определение ширины полосы
Расчет номинальной ширины полосы проводят исходя из условия сохранения минимально необходимой ширины боковых перемычек при различных способах подачи и допусков по ширине полосы.
Расчетная ширина полосы [1,с.296,таб.139]:
,
где
![]() -
размер вырезаемой детали (поперек
полосы);
-
размер вырезаемой детали (поперек
полосы);
- наименьшая величина боковой перемычки;
- гарантийный зазор между направляющими и наибольшей возможной шириной полосы;
- односторонний допуск на ширину полосы.
![]()
Принимаем номинальную
ширину полосы
![]() .
.
Шаг подачи[4,с.294]:
,
где
![]() - размер вырезаемой детали вдоль полосы;
- размер вырезаемой детали вдоль полосы;
- межконтурная перемычка.
![]()
Раскрой листа :
Продольный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:

![]()
Поперечный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:
![]()
Раскрой листа :
Продольный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:

![]()
Поперечный раскрой листа
Число полос, получаемых из листа:
![]()
Число деталей, получаемых из полосы:
![]()
Число деталей, получаемых из листа:
![]()
Коэффициент использования металла:
![]()
Из рассмотренных вариантов принимаем вертикальное расположение заготовок и поперечный раскрой листа 900х1400, так как при этом обеспечивается наибольшее использование металла.