

В зависимости от того заданы ли стандартные значения показателя качества или нет первый этап разбивается на два варианта:
I Стандартные значения не заданы:
Соберите предварительные данные о протекании процесса. Для этого зафиксируйте наличие или отсутствие выбранных признаков у каждого изделия рассматриваемой подгруппы.
В зависимости от выбранного типа карты определите
для p и np карт:
![]() -
доля дефектных изделий в подгруппе;
-
доля дефектных изделий в подгруппе;
для c карт:
![]() -
число несоответствий в подгруппе;
-
число несоответствий в подгруппе;
для u карт:
![]() -
число несоответствий на единицу в
подгруппе;
-
число несоответствий на единицу в
подгруппе;
где i – индекс измеренного показателя качества в подгруппе;
j – индекс подгруппы;
n - количество изделий в подгруппе;
Рассчитайте среднеарифметические значения вычисленных на предыдущем шаге статистических показателей
 или
или
 или
или
 :
:
![]() -
среднеарифметическое значение доли
дефектных единиц во всех подгруппах;
-
среднеарифметическое значение доли
дефектных единиц во всех подгруппах;
![]() -
среднеарифметическое значение
несоответствий во всех подгруппах;
-
среднеарифметическое значение
несоответствий во всех подгруппах;
![]() -
среднеарифметическое значение
несоответствий на единицу во всех
подгруппах;
-
среднеарифметическое значение
несоответствий на единицу во всех
подгруппах;
где k – количество подгрупп.
Вычислите значения для центральной линии, нижнего и верхнего контрольного пределов
для p карты:
![]()
![]()
![]()
для np карты:
![]()
![]()
![]()
для c карт:
![]()
![]()
![]()
для u карты:
![]()
![]()
![]()
II Стандартные значения заданы (т.Е. Заданы или или ):
Вычислите значения для центральной линии, нижнего и верхнего контрольного пределов
для p карты:
![]()
![]()
![]()
для np карты:
![]()
![]()
![]()
для c карт:
![]()
![]()
![]()
для u карты:
![]()
![]()
![]()
Когда объем выборки меняется незначительно (не более ±25% среднего объема подгруппы), то можно ограничиться одним набором контрольных границ, рассчитанным для среднего объема подгруппы. Если объем выборки меняется существенно, то для каждой подгруппы рассчитывают свои контрольные границы.
Альтернативой при существенном изменении размера подгрупп является использование нормированных значений. Например, вместо значений p на график наносят нормированные значения, вычисленные по формуле:
 (если
(если
![]() не
задано) или
не
задано) или
 (если
задано).
(если
задано).
При этом значения для центральной линии и контрольных пределов остаются неизменными, независимо от объема выборки и равны:
CL = 0;
LCL = -3;
UCL = +3.
Начертите вертикальную ось. Выберите масштаб и отображаемый диапазон значений, разметьте в соответствии с ними ось.
Начертите горизонтальную ось и разбейте ее на интервалы, представляющие собой подгруппы.
Нанесите на карту вычисленные в п.1 центральную линию, нижний и верхний контрольные пределы.
В соответствии с получаемыми данными наносите точки контролируемых параметров показателя качества и проводите анализ контрольной карты.
ПРИМЕР
Рассчитаем контрольные границы и построим карту скоб для степлера.
Контрольные пределы не заданы, поэтому:
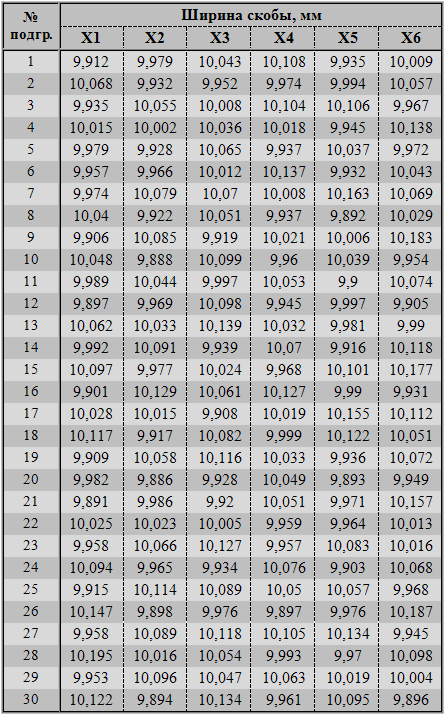
Собираем данные о процессе. Для этого проводим измерение скоб степлера в 30 подгруппах, с числом выборочных измерений в подгруппе - 6. Полученные данные сводим в таблицу:
Т.к. мы решили контролировать процесс по карте, то вычисляем средние значения каждой подгруппы:
![]()
![]()
…
![]()
и среднеквадратичные отклонения каждой подгруппы:
![]()
![]()
…
![]()
Получаем следующую таблицу:

Рассчитываем среднеарифметическое значение среднеарифметических выборок:
![]()
и среднеарифметическое значение среднеквадратичных отклонений выборок:
![]()
Вычисляем значения для центральной линии, нижнего и верхнего контрольного пределов
для карты:
CL = 10,0129 мм;
LCL = 10,0129 - 1,287 * 0,0734 = 9,9185 мм;
UCL = 10,0129 + 1,287 * 0,0734 = 10,1074 мм;
для границ между центральной и средней третями:
LCL' = 10,0129 - 1,287 * 0,0734 / 3 = 9,9815 мм;
UCL' = 10,0129 + 1,287 * 0,0734 / 3 = 10,0444 мм;
для границ между средней и крайней третями:
LCL'' = 10,0129 - 1,287 * 0,0734 * 2 / 3 = 9,9500 мм;
UCL'' = 10,0129 + 1,287 * 0,0734 * 2 / 3 = 10,0759 мм;
для S карты:
CL = 0,0734 мм;
LCL = 0,030 * 0,0734 = 0,0022 мм;
UCL = 1,970 * 0,0734 = 0,1446 мм.
Все коэффициенты для расчета контрольных границ взяты из таблицы.
В левой стороне листа чертим 2 вертикальные оси одну под другой.
Т.к. минимальное среднеарифметическое значение ширина скобы в подгруппе составляет 9,9476 мм, а максимальное – 10,0808 мм, при этом нижний контрольный предел равен 9,9185 мм, а верхний – 10,1074 мм, то для оси выбираем диапазон значений 9,90-10,15 мм и масштаб – 0,05 мм.
Минимальное среднеарифметическое значение среднеквадратичного отклонения для выборок составляет 0,0318 мм, а максимальное – 0,1074 мм, при этом нижний контрольный предел равен 0,0022 мм, а верхний – 0,1446 мм, то для оси S выбираем диапазон значений 0-0,15 мм и масштаб – 0,05 мм.
Чертим горизонтальные оси и разбиваем их на интервалы подгрупп, через границы которых проводим вертикальные линии по всей карте.
Наносим на карту вычисленные пределы.
В соответствии со второй таблицей наносим на карту точки и S.
В результате получаем контрольную карту:
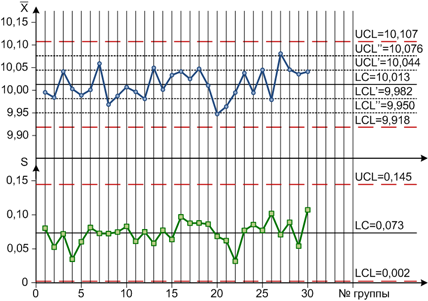
Анализируя контрольную карту с нанесенными данными, полученными после обработки 30 подгрупп, никакой тенденции не обнаружено, значит, процесс находится в управляемом состоянии.
Далее карта используется для периодической проверки устойчивости процесса.