

Национальный исследовательский технологический
университет
МОСКОВСКИЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ
К афедра
обогащения руд цветных и редких металлов
афедра
обогащения руд цветных и редких металлов
Курсовая работа по курсу:
“ Добыча, подготовка и обогащение сырья цветных и редких металлов ”
Вариант 3в
Выполнила:
студентка группы МЭ-08-3
Коломеец К.Г.
Проверил:
Горячев Б.Е.
Москва 2010
Содержание
Введение
1 Характеристика Гайской обогатительной фабрики
2 Расчетная часть
2.1 Определение режима работы цехов фабрики
2.2 Выбор и расчет схемы дробления
2.2.1 Ситовые характеристики
2.2.2 Выбор оборудования для дробления
2.2.3 Выбор грохотов
Введение
Обогатительными фабриками называются промышленные предприятия, предназначенные для обработки полезных ископаемых методами обогащения с целью выделения из них одного или нескольких товарных продуктов с повышенным содержанием полезных минералов или с пониженным содержанием вредных примесей.
Руды цветных и редких металлов отличаются сложностью минерального и химического состава. В большинстве своем они являются комплексными, полиметаллическими, содержащими несколько цветных и редких металлов в виде минералов, совместное присутствие которых затрудняет или исключает применение металлургических процессов без предварительного разделения их методами обогащения.
Рудоподготовительные процессы – дробление и измельчение обязательно проводятся стадиально и сопрягаются с операциями грохочения и классификации. Этот принцип объясняется стремлением к снижению затрат. Гораздо выгоднее сначала классифицировать, а затем уже дробить и измельчать то, что необходимо.
Перед крупным дроблением в ряде случаев нецелесообразно проводить предварительное грохочение, поскольку средние размеры кусков руды могут достигать 1200-1300 мм, а учитывая плотность руды, мы получим, что такой кусок в несколько тонн разломает грохот. Также необходимо уделять внимание выбору оптимальной крупности дробления и измельчения руды. При определении крупности нужно основываться на выбранном флотационном процессе и учитывать то, что в настоящее время руды цветных и редких металлов тонковкрапленные и как правило обогащаются флотационным или комбинированным методами.
В данной работе необходимо выбрать и произвести расчет качественно-количественной схемы дробления и измельчения при производительности обогатительной фабрики 5,0 млн. тонн руды в год; выбрать основное и вспомогательное оборудование, составит баланс металлов по меди и свинцу при обогащении медно-цинковой руды Гайского месторождения; рассчитать качественно-количественную схему флотации руды, выбрать и рассчитать флотационные машины.
1 Характеристика Гайской обогатительной фабрики
Гайская фабрика ( Оренбургская обл.) перерабатывает колчеданные руды Гайского месторождения. По минеральному составу руды подразделяются на медные и медно-цинковые, а по текстурным признакам – на вкрапленные и сплошные колчеданные. Рудные минералы представлены главным образом пиритом, халькопиритом, сфалеритом; нерудные – кварцем, серицитом, полевым шпатом, карбонатами и др.
В колчеданных рудах помимо меди, цинка, железа и серы присутствуют кадмий, кобальт, свинец, селен, теллур, золото, серебро. Медь в рудах находится главным образом в форме халькопирита, содержание меди во вторичных сульфидах (ковеллине, халькозине), сульфатах, окислах и других соединениях сильно колеблется по различным залежам и горизонтам.
Характерной особенностью сплошных колчеданных руд Гайского месторождения является тонкое взаимное прорастание сульфидов меди с пиритом. Во вкрапленных рудах наблюдаются сравнительно крупные включения сульфидов меди, цинка и железа в породе.
Руды Гайского месторождения добываются открытым и подземным способами. Они доставляются на фабрику автомобильным и железнодорожным транспортом.
Разработан способ усреднения и складирования руд в отвалах в течение 2-3 месяцев с подшихтовкой к основной массе руды 5 – 10 % серного колчедана, что позволяет улучшить ритмичность работы фабрики и повысить извлечение цинка.
Плотность сплошной руды 3,8 – 4,3 т/м3, вкрапленной 2,9 – 3,1 т/м3; коэффициент крепости сплошной руды 8 – 10, вкрапленной 10 – 12; влажность руд 3,5 – 4 %; максимальный размер куска 1200 мм.
I очередь фабрики введена в эксплуатацию в 1966 г., II – в 1970 г. С ростом переработки руд новых месторождений намечено строительство III очереди. В настоящее время часть добываемой на предприятии руды отправляется на другие фабрики Урала.
В комплекс сооружений фабрики входят: корпус крупного дробления, корпус среднего и мелкого дробления, усреднительный склад, главный корпус, склад реагентов и отделение приготовления реагентов, отделение сгущения, фильтровально-сушильное отделение, склады медного, цинкового и пиритного концентратов.
Оборудование Гайской фабрики:
Щековая дробилка ЩДП 15 x 21
Конусные дробилки КСД – 2200, КМД - 2200
Грохот ГИТ42
Стержневая мельница МСЦ 3200 x 4500
Шаровые мельницы МШЦ 3600 x 4000, МШЦ 2700 x 3600
Классификатор 2КСН – 30
Трехпродуктовый гидроциклон диаметром 750 мм, короткоконусный гидроциклон диаметром 750 мм
Концентрационный стол СКО – 7,5
Механические флотационные машины ФМ 6.3, ФМ 3.2
Сгуститель с периферическим приводом П-24
Дисковой вакуум-фильтр ДУ 100 – 2.5
Барабанная сушилка 3200 x 22000 мм
Режим работы дробильных корпусов двухсменный, главного корпуса и отделений обезвоживания трехсменный с непрерывной рабочей неделей.
Технологическая схема обогащения медно-цинковых сплошных и вкрапленных руд Гайской фабрики показана на рис. 1.
Рис. 1 Технологическая схема обогащения медно-цинковых сплошных и вкрапленных руд Гайской фабрики
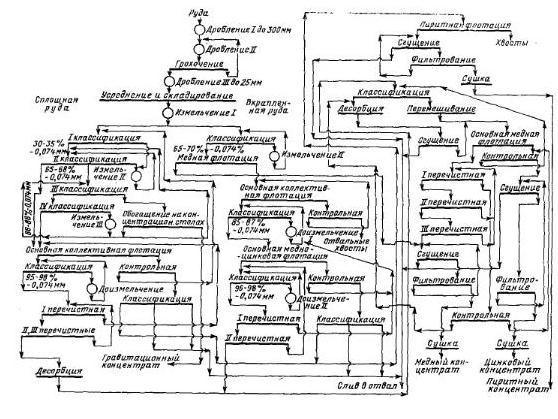
Дробление всех руд производится в три стадии до 25 мм в открытом цикле. Сплошные и вкрапленные руды измельчаются в отдельных секциях: вкрапленных – по двухстадиальной схеме, сплошных – по трехстадиальной, что обусловлено различной вкрапленностью минералов. Практически полное отделение сульфидов от пустой породы достигается при измельчении до 60 – 70 % класса -0,074 мм, а разделение сульфидов – при измельчении до 98 – 100 % класса -0,074 мм.
Для отделения сульфидов меди и цинка от пирита в сплошных рудах также необходимо измельчение всей руды до 98% класса – 0,074 мм.
Вкрапленные и сплошные медно-цинковые руды обогащаются раздельно по коллективно-селективной схеме флотации. Коллективный цикл флотации вкрапленной руды предусматривает медную флотацию, доизмельчения черновых коллективного и медно-цинкового концентратов, две перечистные флотации медно-цинкового концентрата. Коллективный цикл флотации сплошных медно-цинковых руд предусматривает доизмельчение чернового коллективного концентрата и три перечистные операции.
При обогащении одной из разновидностей сплошных руд также предусмотрена в начале процесса медная флотация.
Коллективный концентрат, полученный в результате переработки сплошных и вкрапленных руд, направляется в цикл селекции. Перед разделением минералов меди и цинка производится десорбация собирателя сернистым натрием с последующей отмывкой реагентов, что позволяет подавлять сернистым натрием и цинковым купоросом сульфиды цинка, активированные ионами меди еще в недрах месторождения, и получать цинковый концентрат в виде камерного продукта.
Для получения кондиционного пиритного концентрата применяется классификация в трехпродуктовых гидроциклонах с последующей флотацией. Выполнен комплекс работ по увеличению выпуска пиритного концентрата из малосернистых руд.
Особенностью технологического режима фабрики является перемещение пульпы вкрапленных руд перед медно-цинковой флотацией. Планируется внедрение перемешивания сплошной сульфидной руды в начале процесса.
В коллективном цикле флотации при переработке вкрапленной руды применяется сочетание собирателей – бутилового и изопропилового ксантогенатов. Освоена технология коллективной флотации с применением сульфгидрата натрия в целях частичной замены сернистого натрия.
Технологические и реагентные режимы фабрики приведены в таблице 1.
Таблица 1 Технологический и реагентный режимы Гайской фабрики
Операция, точка подачи |
Содержание твердого,% |
Содержание класса -0,074 мм,% |
pH (содержание свободной CaO, г/м3) |
Расход реагентов, г/т руды |
Вкрапленная руда |
||||
Слив классификатора – питание флотации |
28 - 32 |
65 - 70 |
5,6 – 11,2 |
20 – 30 оксаля Т-80 |
Медная флотация |
28 - 32 |
|
5,6 – 11,2 |
По 1 – 5 бутилового и изопропилового ксантогенатов; оксаль Т-80 |
Основная коллективная флотация |
28 - 30 |
|
11,2 - 12 |
25 – 40 бутилового ксантогената; оксаль Т-80; 20 – 30 медного купороса |
Контрольная |
26 - 30 |
|
|
По 5 – 10 бутилового ксантогената; оксаль Т-80; 5 – 10 медного купороса |
Основная медно-цинковая флотация |
26 - 30 |
|
(500 – 600) |
10 – 20 бутилового и 5 – 10 изопропилого ксантогенатов; оксаль Т-80; 20 – 30 медного купороса |
Контрольная |
25 - 30 |
|
(400 – 500) |
По 5 – 10 бутилового и изопропилого ксантогената; оксаль Т-80; 0 – 10 медного купороса |
I перечистная |
28 - 30 |
|
(500 – 600) |
0-5 медного купороса |
II перечистная |
28 - 30 |
|
(500 – 600) |
|
Сплошная руда |
||||
Слив гидроциклонов – питание флотации |
30 – 32 |
83 - 87 |
(200 – 250) |
30 – 50 бутилового ксантогената; 15 – 20 оксаля Т-80; 50 – 70 медного купороса |
Основная коллективная флотация |
28 – 30 |
|
(300 – 400) |
120 – 150 бутилового ксантогената; оксаль Т-80; 60 – 100 медного купороса |
Контрольная |
26 – 28 |
|
|
20 – 40 бутилового ксантогената; 10 – 20 бутилового дитиофосфата; 40 – 50 медного купороса |
I перечистная |
30 – 35 |
|
(500 – 600) |
5 – 10 бутилового ксантогената; 10 – 25 медного купороса |
II перечистная |
26 – 28 |
|
(500 – 700) |
|
III перечистная |
25 - 27 |
|
(300 – 500) |
|
Селекция коллективных концентратов из вкрапленных и сплошных руд |
|
|
|
|
Десорбция |
45 – 55 |
|
|
800 – 1000 сернистого натрия; 100 – 200 активированного угля |
Доизмельчение |
60 – 65 |
96 - 98 |
|
100 – 200 сернистого натрия; 1500 – 2000 цинкового купороса |
Слив гидроциклонов – питание флотации |
38 – 42 |
|
8,5 – 9 |
|
Основная медно-пиритная флотация |
38 – 42 |
|
8,5 – 9 |
15 – 40 бутилового ксантогената; оксаль Т-80 |
Контрольная |
30 – 35 |
|
|
5 – 20 бутилового ксантогената |
I перечистная |
30 – 35 |
|
8 – 9 |
|
II перечистная |
30 – 35 |
|
8 - 9 |
|
Анализ распределения металлов по классам крупности показал, что значительная часть (до 60 %) меди и цинка теряется в классах флотационной крупности +0,044 мм. Потери металлов при разделении приходятся в основном на тонкие классы.
Совершенствование операций подготовки руды и пульпы к флотации является резервом снижения потерь металлов в хвостах и разноименных концентратах.
Таблица 2 Технологические показатели обогащения Гайской фабрики,%
|
Концентрат |
||
Медный |
Цинковый |
Пиритный |
|
Содержание |
|||
Cu |
16 – 18 |
1,7 – 2,4 |
0,3 – 0,4 |
Zn |
4,5 – 4,8 |
47 – 49 |
0,4 – 0,5 |
S |
38 - 39 |
30 - 32 |
40 - 41 |
Извлечение |
|||
Cu |
87 – 88 |
1,6 – 1,8 |
4 – 4,4 |
Zn |
37 – 38 |
47 – 50 |
7 – 8 |
S |
18 - 20 |
2 - 5 |
35 – 38 |
Таблица 3 Химический состав отдельных проб концентратов Гайской фабрики, %
Концентрат |
Cu |
Zn |
S |
SiO2 |
BaSO4 |
Медный |
16,83 |
4,63 |
38,85 |
1,4 |
--- |
Цинковый |
1,75 |
47,35 |
30,92 |
2,3 |
--- |
пиритный |
0,37 |
0,45 |
40,04 |
11,6 |
0,65 |
Коэффициент использования измельчительного оборудования 0,95.
Влажность концентратов: медного 6,8 – 7,2 %; цинкового 9,8 – 10,2 %; пиритного 3,2 – 3,5 %.
Хвосты транспортируются самотеком до пульпонасосной станции, откуда они насосами подаются в хвостохранилище.
Использование оборотной воды составляет 80 – 85 % общего водопотребления.
На Гайской фабрике эксплуатируются следующие узлы и системы автоматизации: дистанционный пуск, блокировка и контроль работы основного технологического оборудования дробильного цеха; защита конусных дробилок от попадания металла; гидросмыв полов и площадок; загрузка стержневых мельниц рудой; контроль и регулирование плотности слива классификаторов; звукометрический контроль загрузки мельниц II стадии измельчения; дистанционное управление дозаторами реагентов; пуск вакуум-фильтров в зависимости от количества материала в контактных чанах; контроль работы сушильных барабанов.