

2 . Конструкторский раздел.
2.1. Схема установки заготовки в приспособлении.
В курсовом проекте при обработке втулки Т-0301.434.002.13 на 005 операции используется схема установки по наружной цилиндрической поверхности обрабатываемой заготовки 64,8 и торцу, с использованием в качестве приспособления токарного самоцентрирующегося трехкулачкового патрона. Приспособление предназначено для центрирования и закрепления заготовок на токарно-винторезных станках и токарных станках с ЧПУ. Базирование осуществляется по наиболее точной наружной цилиндрической поверхности заготовки и торцу.
Схема установки детали в приспособлении показана в виде иллюстрации на рисунке.
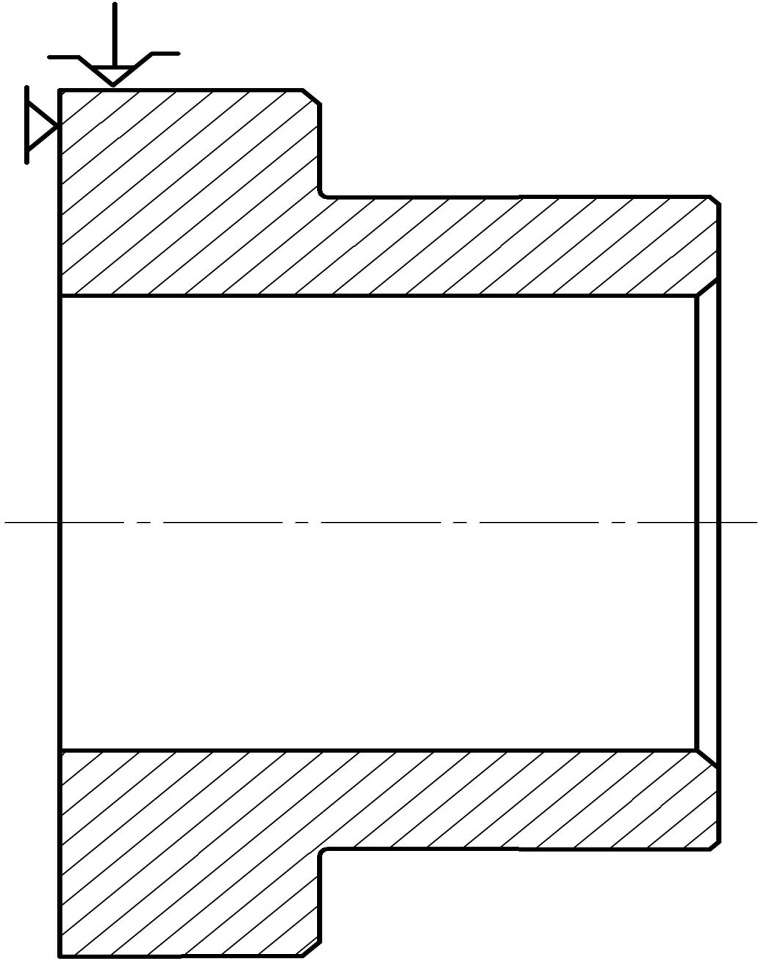
Рисунок 7 – Схема установки детали в токарном самоцентрирующемся трехкулачковом патроне при выполнении токарной операции на станке с ЧПУ
2 .2. Описание работы приспособления.
Трехкулачковый самоцентрирующийся патрон предназначен для центрирования и закрепления заготовки на токарных и токарноревольверных станках.
Работа приспособления осуществляется от пневмоцилиндра, который установлен на левом конце шпинделя.
При подаче воздуха в правую полость пневмоцилиндра поршень и шток перемещаются влево и перемещают соединенный с ними ползун. Ползун перемещаем влево червяк и червячное колесо поворачивается по часовой стрелке и перемещается к оси вращения рейки вместе с кулачком. Происходит зажим заготовки. Для разжима требуется подать воздух в левую полость пневмоцилиндра и все произойдет в обратном порядке.
Ползун, перемещающийся по втулке, связан сухариками с червяком. Витки червяка защепляются с червячным колесом, которое установлено в корпусе патрона на осях. Это же червячное колесо находится в зацеплении с рейками, которые перемещаются в радиальных пазах. К рейкам крепятся кулачки, зажимающие заготовку.
При закреплении длина хода кулачков 5-7 мм при регулировке позволяем обрабатывать детали Ф 60-75 мм.
Патрон является быстропереналаживаемым, чтобы переместить кулачки для закрепления по другому диаметру имеется специальный механизм: установлены три конические шестерни, которые находятся в зацеплении с колесом. Это колесо соединено с червяком через шпонку, во внутренний квадрат на торце шестерни устанавливается ключ и вращается по часовой стрелке или против нее. При этом вращение передается на колесо, которое вращает червяк и червячное колесо, перемещая рейки с кулачками.
2 .3 Составление расчетной схемы приспособления.
Обрабатываемая деталь находится в равновесии вследствие действия сил как возникающих в процессе обработки, так и зажима и реакции опор. Основными силами процесса обработки являются силы резания.
Данная расчётная схема приспособления (см. рисунок ) представляет собой направления усилий, необходимых для зажима детали в трёхкулачковом самоцентрирующемся патроне, при помощи кулачков, а так же направления сил резания, возникающих при механической обработке детали, которые необходимы для определения требуемого усилия зажима. Расчётная схема приспособления необходима также при расчёте приспособления на точность.
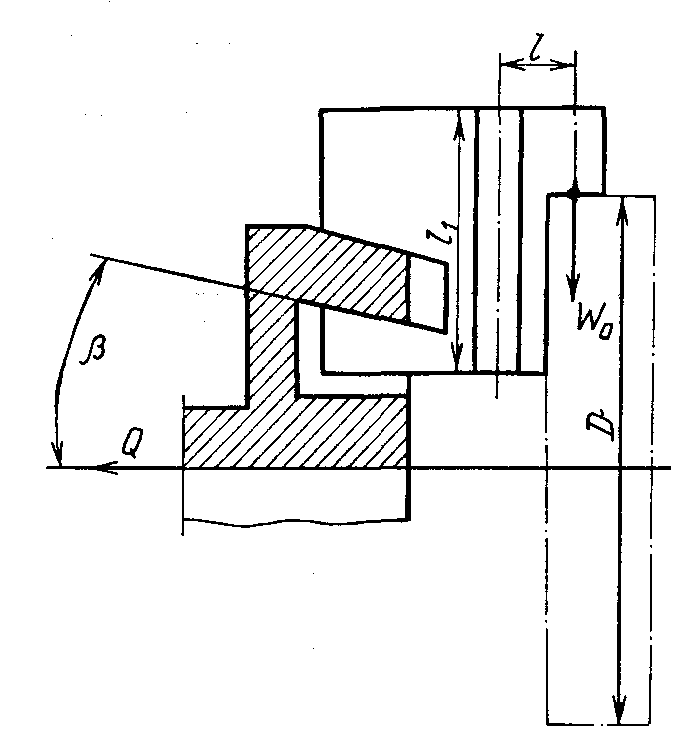
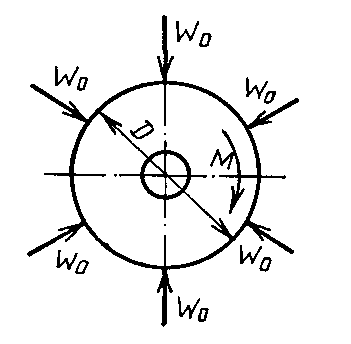
Рисунок 8 – Схема зажима заготовки в трёхкулачковом самоцентрирующемся клиновом патроне