

Характеристики режимов склеивания различными карбамидными синтетическими клеями
Характеристика |
МФ-17 |
М-60 |
М-70 |
Ф-Ж |
Жизнеспособность клея при температуре (20±2)°С |
4-8 |
2 |
2-4 |
10 |
Способ нанесения клея |
На одну из склеиваемых поверхностей |
|||
Расход клея, г/м2 |
100-180 |
100-180 |
100-180 |
100-180 |
Давление, МПа |
0,2-1,5 |
0,6-1,5 |
0,8-1,5 |
0,5-1,5 |
Направление давления |
Перпендикулярно плоскости клеевого шва |
|||
Температура отверждения клеевого слоя, °С |
120-130 |
120-130 |
120-130 |
120-130 |
Время отверждения, с |
40-50 |
35-45 |
45-50 |
40-50 |
Выдержка после распрессовки, ч |
24-30 |
24-30 |
24-36 |
24-32 |
Клей М-70 применяют как для холодного, так и для горячего склеивания, используя в качестве отвердителя хлористый аммоний.
Холодный способ склеивания древесины малоэффективен и применяется реже, чем горячий. Нагрев клеевого слоя ускоряет процесс склеивания. Для нагрева клеевых слоев используют кондуктивный (контактный) способ. Кондуктивный нагрев производится от плит или Других прессующих приспособлений, обогреваемых паром либо электричеством. При облицовывании криволинейных поверхностей деталей используют конвективный или радиационный нагрев. Самый эффективный способ – нагрев клеевых слоев в поле токов высокой частоты.
Приспособления и оборудование для склеивания древесины
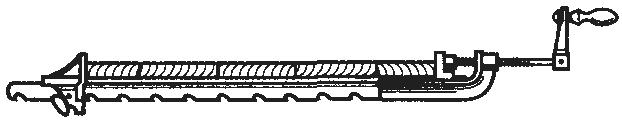
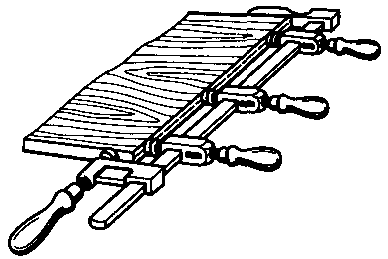
В условиях учебной мастерской заготовки склеивают в винтовых и клиновых приспособлениях – столярных струбцинах (рис.4.1).
Большую роль при склеивании играют прокладки, которые служат для распределения усилий и оберегают поверхность заготовок от смятия струбцинами. Главное условие при установке струбцин – сохранить перпендикулярное направление силы давления к склеиваемой поверхности.
Склеивание криволинейных деталей требует специальных прокладок-цулаг, примыкающая сторона которых вырезана по форме детали.
Для склеивания заготовок и деталей из массива древесины используют следующее оборудование: ваймы (зажимные устройства) без нагрева, прессы (для холодного склеивания и с применением тепла) и установки с генератором тока высокой частоты.
Ваймы, относящиеся к холодному прессовому оборудованию, представляют собой раму с верхними и нижними прижимами. Они используются для склеивания рамочных, щитовых и брусковых конструкций. Различают ваймы пневматические, гидравлические и механические.
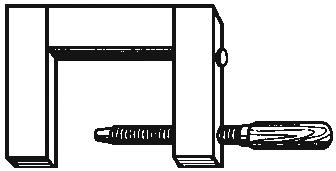
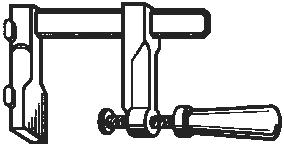

а б в
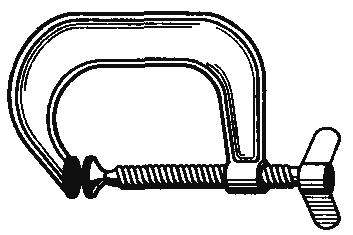
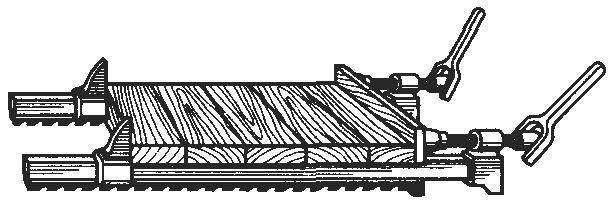
г д
е ж
Рис. 4.1. Приспособления для склеивания: а – струбцина деревянная; б – струбцина металлическая с передвижным винтом; в – сжим с переставной колодкой и винтом; г – струбцина металлическая с постоянным внутренним размером; д – струбцина рычажная эксцентриковая;
е – струбцина окантовочная; ж – струбцина винтовая для углов и кромок
Для увеличения производительности при холодном склеивании используют многовеерные пневматические ваймы с конвейерной подачей, в которые загружают по несколько щитов (до 36 штук).
Прессы по виду привода подразделяются на ручные, электромеханические, пневматические и гидравлические, по способу склеивания – на холодные и горячие, а по режиму работы – на проходные и позиционные.
Прессы проходного типа служат для склеивания заготовок по длине. В них нарезание шипов, нанесение клея и склеивание представляют собой единый процесс, в результате которого получают бесконечную ленту, раскраиваемую поперечной пилой на заготовки требуемой длины.
В прессах позиционного типа каждый щит формируется из заготовок, на которые предварительно нанесен клей. Время склеивания – 2-5 мин. Полное отверждение клея происходит вне пресса при окончательной выдержке продукции.
На установке с генератором тока высокой частоты клеевой шов нагревается в электрическом поле после сжатия склеиваемых поверхностей. Время отверждения клея на этих установках составляет 30-40 с.