

Волочение.
Волочение заключается в протягивании заготовки с усилием Р (через сужающееся отверстие в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Исходными заготовками служат прокатанные или прессованные прутки и трубы. Волочением получают проволоку диаметром 0,002—10 мм, фасонные профили; калибруют трубы диаметром 0,3—200 мм и прутки диаметром 3—150 мм. Волочение производят в холодном состоянии, что обеспечивает высокую точность размеров и хорошее качество поверхности.
32. Прессование.
Прессование—это выдавливание усилием Q заготовки 1 (рис. 27 м) из контейнера 2 через отверстие в матрице, соответствующее сечению выдавливаемого профиля. Исходной заготовкой является слиток или прокат. Прессованием получают прутки диаметром 3—250 мм, трубы диаметром 20—400 мм со стенкой толщиной 1,5—12 мм и другие профили, сплошные и полые, с постоянным или переменным поперечным сечением. Точность и возможная сложность получаемых профилей больше, чем при прокатке.
Ковка.
Ковка — это деформирование усилием N нагретой заготовки 1 (рис. 27 н) рабочими поверхностями 2 универсального инструмента (бойка) при свободном течении металла в стороны. Исходными заготовками могут быть слитки, блюмы, сортовой прокат. Ковкой получают разнообразные по форме и размерам поковки массой до 300 т, которые служат заготовками для последующей обработки резанием.
Штамповка.
Штамповка — это обработка заготовок из сортового и листового проката давлением с помощью специального инструмента — штампа. Ее широко применяют для серийного и массового производства заготовок и деталей в машиностроительной, приборостроительной, электростроительной, электротехнической и других отраслях промышленности. Многообразие машин для обработки давлением можно свести к нескольким основным типам в зависимости от характера воздействия рабочих частей машины на деформируемую заготовку.
35.Оборудование для обработки давлением.
Молоты — машины ударного действия со скоростью деформирования Vд до 9 м/с. Сжатый пар или воздух поступает поочередно в верхнюю полость рабочего цилиндра 1 (рис. 28 а) для нанесения удара верхним бойком или штампом 2 по заготовке 3, находящейся на нижнем бойке или штампе 4, и затем в нижнюю полость для подъема рабочих (падающих) частей молота.
Гидравлические прессы — машины статического действия (Vд до 0,3 м/с). Усилие для деформирования заготовки создается рабочей жидкостью высокого давления (20—30 МН/м2), поочередно поступающей в рабочие 1 и возвратные 2 цилиндры прессов для опускания и подъема рабочих частей пресса (рис.28 б).
Механические прессы — машины статического
действия (VД до 0,5 м/с). Деформируют
заготовку (рис.28 в), используя энергию,
накопленную массивным маховиком 2,
который вращается электродвигателем
1. Преобразование вращательного движения
в возвратно-поступательное движение
ползуна 3 осуществляется кривошипно-шатунным
механизмом.
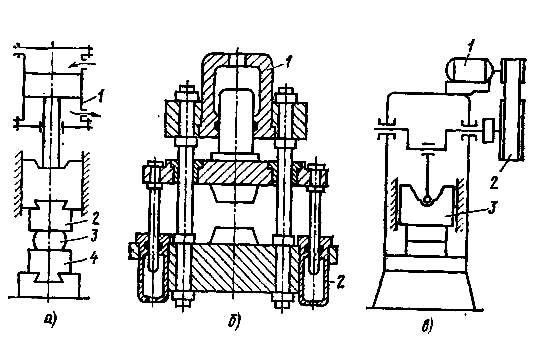
Рис. 28. Машины для обработки давлением.
Физические процессы обработки материалов давлением.
Для правильного выбора машин, проектирования технологических процессов и рациональной геометрии инструмента необходимо знание физико-механических основ обработки давлением. Обработка давлением основана на пластичности материалов, т. е. их способности получать пластические деформации. Как упругие, так и пластические деформации осуществляются в твердых телах в результате относительного смещения атомов. При упругих деформациях смещения атомов из положений равновесия небольшие и они увеличиваются пропорционально увеличению сил, вызвавших это смещение (закон Гука). С ростом величины упругих деформаций потенциальная энергия твердого тела возрастает до определенного предела, после чего атомы смещаются на расстояния, больше межатомных, и остаются в новых положениях устойчивого равновесия. Сумма таких смещений создает пластическую деформацию или же остаточное изменение формы и размеров твердого тела в результате действия внешних сил.
Величину формоизменения оценивают степенью деформации ε. Силы взаимосвязи атомов противостоят действию внешних сил, и поэтому твердое тело оказывает сопротивление деформированию. Последнее характеризуют величиной удельного усилия (напряжения σ), вызывающего пластическую деформацию при данных условиях деформирования. Напряжения и деформации в объеме деформируемого тела распределены неравномерно. Напряжения на поверхностях контакта можно рассчитать методами, известными из теории обработки давлением. Если нормальное напряжение σ и (направленное перпендикулярно к контактной поверхности) постоянно по всей поверхности контакта заготовки 1 с инструментом 2 (рис. 20, а) или заменено его средней величиной σ ср в случае неравномерного распределения σн по контактной поверхности, то деформирующее усилие Р = σF или Р = σ cp F, где F — площадь проекции контактной поверхности на плоскость, перпендикулярную к направлению деформирующего усилия. Определение деформирующего усилия требуется для выбора машин для обработки давлением и для расчета инструмента на прочность.