

Центробежное литье.
Центробежное литье. Сущность центробежного литья заключается в получении отливок из расплавленного металла во вращающихся формах. Формирование отливки осуществляется под действием центробежных сил на специальных машинах с горизонтальной или верти кальной осью вращения.
Общие принципы конструирования.
Общие принципы конструирования литых деталей.
Конструкция отливки должна отвечать служебным требованиям детали, технологии ее изготовления, технологии механической обработки и эстетическим требованиям. Внешние контуры литой детали должны представлять собой сочетание простых и прямолинейных контуров, сочленяемых плавными криволинейными переходами. Необходимо стремиться к уменьшению габаритных размеров и особенно высоты детали, устранению выступающих частей, больших тонких ребер, глубоких впадин и поднутрений, затрудняющих изготовление литейной формы.
Внутренние полости литых деталей следует конструировать открытыми, без поднутрений, что позволит изготовить отливку без применения стержней. Если при изготовлении отливки обойтись без стержней невозможно, то при конструировании литой детали необходимо предусматривать отверстия и окна максимальных размеров в достаточном числе для обеспечения устойчивости стержней в литейной форме, точности их установки, легкого удаления стержней и каркасов из отливки при ее очистке. Стенка литой детали объединяет все ее рабочие элементы (гнезда подшипников, фланцы, поверхности скольжения и качения и др.), придает в значительной степени требуемую конфигурацию, жесткость и прочность. Выбор минимально допустимой толщины стенки отливки определяют размеры и сложность отливки, а также литейные свойства сплава.
Сущность процесса обработки материалов давлением.
Обработкой давлением называют процессы получения заготовок или деталей машин методами пластического деформирования материалов. Деформирование осуществляют силовым воздействием соответствующего инструмента на исходную заготовку из пластичного материала. В самой идее пластического деформирования, которая состоит в преобразовании заготовки простой формы в деталь более сложной формы того же объема, заложено экономное использование обрабатываемого материала. Обработкой давлением получают не только заданную форму и размеры, но и определяют требуемое качество изделий, надежность их работы. Высокая производительность процессов обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих прогрессивных процессов.
Виды обработки давлением.
Виды обработки давлением и типы
применяемого оборудования. В зависимости
от материала заготовки, формы и размеров
деталей, типа производства применяют
следующие виды обработки давлением:
прокатку, волочение, прессование, ковку,
штамповку. Основная масса выплавляемой
в сталеплавильных цехах стали поступает
в прокатные цехи в виде слитков (рис. 27
а) квадратного или прямоугольного
сечения.
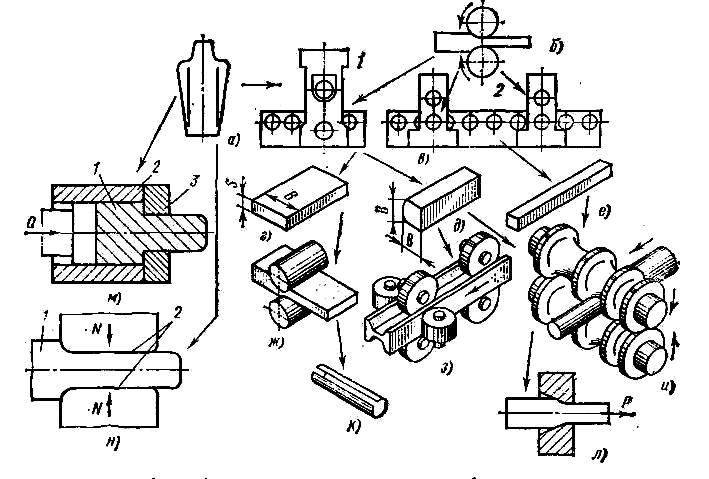
Рис. 27. Способы получения заготовок давлением.
Прокатка. Виды проката.
Прокатка — деформирование металла вращающимися валками для изменения формы и размеров поперечного сечения и увеличения длины предварительно нагретых или холодных заготовок (рис. 27 б). Валки бывают гладкие (для прокатки листов и лент) (рис. 27 ж) и калиброванные, имеющие на рабочей поверхности вырезы (ручьи) в соответствии с требуемой формой (профилем) прокатываемого изделия (рис. 27 и). Совокупность двух ручьев пары валков образует калибр. Обычно прокатка производится за несколько пропусков заготовки между валками с постепенным приближением ее сечения к форме и размерам требуемого профиля. Необходимое число калибров и их правильную конфигурацию (калибровка валков) устанавливают на основе анализа пластического течения металла при прокатке с учетом технико-экономических показателей процессов.
Сортовой прокат — простой (в сечении квадрат, круг, прямоугольник, шестигранник) и сложной — фасонной формы (двутавровые балки, швеллеры, рельсы, уголки и т. п.) прокатывают на сортовых станах из блюмов или заготовок, пропуская их через ряд (9—15) соответствующих калибров (рис. 27 з, и). Чем сложнее профиль готового проката и чем больше его размеры отличаются от профиля и размеров исходной заготовки, тем больше калибров требуется.
Трубы получают сваркой заготовок (рис.27 к), свернутых из полосы (сварные трубы диаметром 10—1420 мм), или прокаткой на автоматических трубопрокатных станах из заготовок круглого сечения (бесшовные трубы диаметром 30—650 мм). Специальные виды проката: колеса и бандажи для железнодорожного транспорта, зубчатые колеса, шары, периодические профили (с периодически изменяющейся формой и площадью поперечного сечения вдоль оси заготовки) и т. д. получают на прокатных станах специальных конструкций.