

11. Литейные чугуны.
Чугуном называют сплавы железа с углеродом с содержанием более 2% С (точнее более 2,14% С )
В зависимости от состояния углерода в чугуне различают:
белый чугун, в котором весь углерод связан в цементит. В белых чугунах углерод образует с железом химическое соединение Fe3C, а свободный углерод находится в виде графита.
серый чугун, в котором весь углерод находится в свободном состоянии в виде графита или часть углерода (большая) находится в виде графита, а часть в связанном состоянии в виде цементита. Форма графита пластинчатая.
высокопрочный чугун, то же, что серый чугун, но форма графита шаровидная .
ковкий чугун, то же, что серый чугун, но форма графита хлопьевидная .
Как видно из приведенной классификации чугуна, отличительной особенностью серого, высокопрочного и ковкого чугунов является наличие в структуре свободного углерода — графита. В зависимости от формы и расположения графитных включений они в большей или меньшей степени ослабляют металлическую основу, в которой находятся.
12. Литейные стали.
Низколегированные стали
13. Цветные литейные сплавы.
Сплавы алюминия , сплавы меди и т д
14. Исходные материалы для получения литейных сплавов.
Литейные свойства характеризуют способность металла или сплава заполнять литейную форму, обеспечивать получение от¬ливки заданных. Чугуны стали или цветные литейные стали.
Оборудование для плавления сталей и чугунов.
Для плавления стали и чугуна широко применяют индукционные высокочастотные печи (рис.20 а), позволяющие нагревать металл до высокой температуры, регулировать состав газовой атмосферы, создавать вакуум для получения металла высокого качества с минимальными затратами. Для размещения расплава / предназначен тигель 2, выполненный из кварца или магнезита с последующим спеканием. Нагрев производится при помощи медного или алюминиевого водоохлаждаемого индуктора 3. При пропускании тока высокой частоты через индуктор в шихте, загруженной в тигель, наводятся вихревые токи, выделяется большое количество теплоты, расплавляющей шихту и нагревающей расплав до нужной температуры..
Для плавления цветных сплавов широко применяют индукционные печи промышленной частоты, электрические печи сопротивления
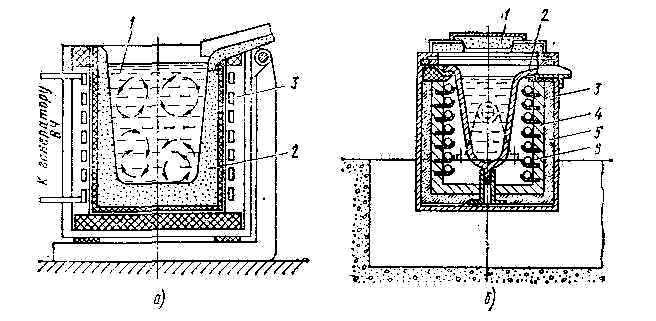
Рис.20. Схемы устройства плавильных печей:
а — индукционной высокочастотной; б — сопротивления.
Литейные свойства сплавов.
Жидкотекучесть — способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. При высокой жидкотекучести литейные сплавы заполняют все элементы литейной формы, при низкой — полость формы заполняется частично, в узких сечениях образуются недоливы. Жидкотекучесть сплавов определяют по специальным пробам. За меру жидкотекучести принимают длину заполненной спирали в литейной форме.
Усадка — процесс уменьшения объема отливки при охлаждении, начиная с некоторой температуры жидкого металла в литейной форме до температуры окружающей среды. Усадка протекает в жидком состоянии, при затвердевании в процессе кристаллизация и в твердом состоянии. Различают линейную и объемную усадки, которые определяют в процентах.
Газопоглощение — способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы.
Ликвация — неоднородность химического состава в различных частях отливки.