

Формоизменяющие операции при холодной листовой штамповке.
Формоизменяющие операции — гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка выполняются пластической деформацией металла без разрушения заготовок (рис. 34).
Гибка — придание заготовке криволинейной формы или изменение кривизны заготовки. При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном 1 (рис. 34, а): наружные слои растягиваются, а внутренние (обращенные к пуансону) сжимаются.
Рис. 34. Формоизменяющие операции
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые растягиваются, что приводит к изменению угла гибки. Это нужно учитывать соответствующей поправкой на угол гибки.
Вытяжка — образование полой детали из плоской или полой заготовки . Детали с большим формоизменением заготовки получают за несколько операций вытяжки с постепенным уменьшением диаметра полой детали и увеличением его высоты (рис.34 в). Промежуточный отжиг для устранения наклепа позволяет увеличить kB до 1,4—1,6. Опасность разрушения заготовок устраняют также скруглением кромок пуансонов и матриц r = (5-1О)S и применением правильно подобранных смазок для уменьшения сил трения между поверхностями заготовок и инструмента.
Отбортовка — образование борта (горловины) вокруг отверстия в заготовке . Допустимое без разрушения формоизменение характеризуют коэффициентом отбортовки , где dQ — диаметр отверстия в плоской заготовке. Обжим — уменьшение периметра поперечного сечения концевой части полой заготовки производится заталкиванием заготовки в сужающуюся полость матрицы .
Раздача — увеличение периметра поперечного сечения заготовки коническим пуансоном (операция, противоположная обжиму). Рельефная формовка — местное деформирование заготовки для образования рельефа в результате уменьшения толщины заготовки
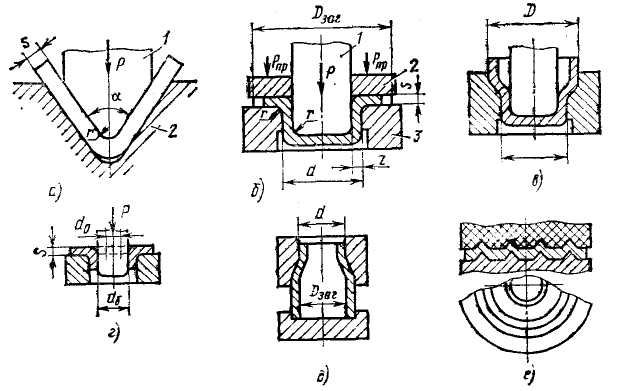
Рис. 34. Формоизменяющие операции
Сущность горячей объемной штамповки.
Горячая объемная штамповка — это формообразование деталей (поковок) принудительным перераспределением .металла нагретой заготовки в штампе. Это дешевый и производительный процесс обработки, широко распространенный в машиностроении, приборостроении и других отраслях промышленности. При горячем деформировании в штампах получают наибольшее преобразование формы заготовок с наименьшими затратами энергии. Однако при нагреве заготовок перед штамповкой на их поверхности образуется слой окалины. Наличие окалины снижает качество поверхности и точность размеров поковок, что приводит к необходимости последующей обработки поковок резанием.
47. Разработка чертежа поковки.
Чертеж поковки разрабатывают на основании чертежа готовой детали. Работу начинают с выбора поверхности разъема штампов. Штампы имеют один или два разъема для помещения заготовки и извлечения поковки. Обычно поверхность разъема устанавливают в плоскости двух наибольших габаритных размеров детали, чтобы полости штампа имели наименьшую глубину. Положение поверхности разъема устанавливают также исходя из возможности контроля сдвига штампов и требуемого направления волокон в поковке.