

3. 13. Агрегатные станки
К агрегатным относят многоинструментальные специальные станки, проектируемые из стандартных и нормализованных узлов. Они предназначены для обработки сложных, как правило, корпусных деталей в серийном, крупносерийном и массовом производстве. На этих станках выполняют сверление, зенкерование, развертывание, растачивание, фрезерование и нарезания резьбы.
Достоинства агрегатных станков:
- более высокая производительность по сравнению с универсальными станками, обусловленная многоинструментальной обработкой;
- относительная простота изготовления вследствие унификации узлов и деталей;
- сокращение сроков проектирования и изготовления;
- возможность обслуживания станков рабочими относительно невысокой квалификации.
Наибольшее распространение получили агрегатные станки сверлильно-расточной и фрезерной групп. Компоновка этих станков весьма разнообразна. Она зависит от формы, размеров и точности обрабатываемых деталей, расположения на них обрабатываемых поверхностей и принятого технологического процесса.
3.13.1. Типовые унифицированные компоновки
 В
зависимости от обрабатываемой детали
агрегатные станки компонуют по различным
схемам: односторонними и многосторонними,
одношпиндельными и многошпиндельными,
однопозиционными и многопозиционными
в вертикальном, наклонном, горизонтальном
и комбинированном исполнениях. На рис.
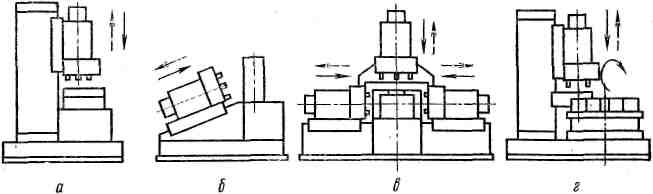
3. 117 показаны схемы некоторых компоновок:
односторонняя однопозиционная (3. 117,
а),
наклонная односторонняя однопозиционная
(3. 117, б),однопозиционная
смешанная (3. 117, в),
вертикальная односторонняя многопозиционная
(3. 117, г).
В
зависимости от обрабатываемой детали
агрегатные станки компонуют по различным
схемам: односторонними и многосторонними,
одношпиндельными и многошпиндельными,
однопозиционными и многопозиционными
в вертикальном, наклонном, горизонтальном
и комбинированном исполнениях. На рис.
3. 117 показаны схемы некоторых компоновок:
односторонняя однопозиционная (3. 117,
а),
наклонная односторонняя однопозиционная
(3. 117, б),однопозиционная
смешанная (3. 117, в),
вертикальная односторонняя многопозиционная
(3. 117, г).
Рис.3. 117. Примеры компоновки агрегатных станков
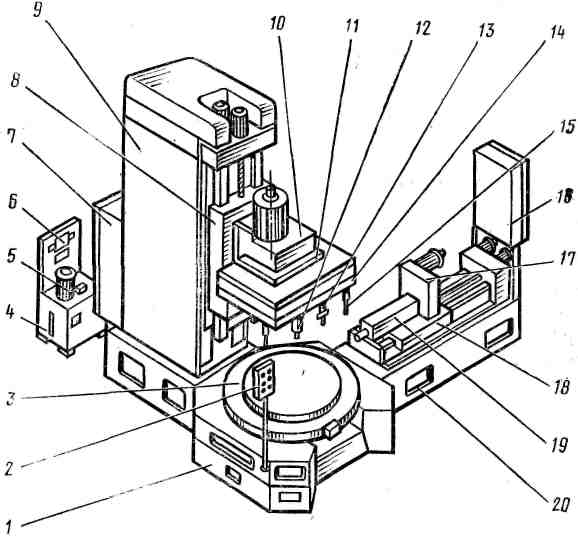
Рис. 3. 118. Унифицированные узлы агрегатных станков
Значительное распространение получили агрегатные станки с многопозиционными поворотными столами и поворотными барабанами для параллельно-последовательной обработки одновременно нескольких деталей. На таких станках вспомогательное время сокращено до минимума, так как установка и снятие деталей на загрузочной позиции совмещено с обработкой на других позициях.
Унификация узлов в типовых компоновках составляет до 90 %. Рассмотрим в качестве примера типовые унифицированные узлы вертикального агрегатного станка (рис. 3. 118). Унифицированы базовые детали (станина 1, стойка 9, боковая станина 20, уголник 11), силовые узлы (стол 8, а в станках других типов головки), шпиндельные узлы (шпиндельная коробка 14, расточная бабка 19, сверлильная бабка 10), узлы транспортировкм ( поворотный делительный стол 3, двухпозиционный делительный стол прямолинейного перемещения 18), узлы главного движения (коробка скоростей 17 с зубчатыми колесами или в других станках с ременным приводом), гидрооборудование (гидробак 4, насосная установка 5, гидропанель 6), электрооборудование ( центральный и наладочный пульты 2, электрошкаф силовых узлов 16, электрошкаф 7 станка), вспомогательные узлы (удлинитель 15, резьбовой копир 13, расточная пиноль 12). Специальные узлы, например, приспособление для крепления деталей имеют отдельные нормализованные элементы.