

3.10.2. Многорезцовые полуавтоматы
Одним из путей повышения производительности станков токарной группы является применение многорезцовой обработки. В основу такой обработки положен принцип совмещения нескольких рабочих переходов, осуществляемых различными инструментами в один переход с использованием многорезцовых наладок (рис. 3.88). В этом случае каждый резец обрабатывает свой участок наружной поверхности заготовки. Этот принцип используется при конструировании многорезцовых токарных полуавтоматов. На станках этого типа обрабатывают многоступенчатые детали с канавками, фасками и галтелями. В качестве заготовок используют поковки, отливки и прокат. Обработку осуществляют, как правило, в центрах.
М ногорезцовый
токарный полуавтомат модели 1Н713.
Предназначен
для обработки многоступенчатых валов,
втулок, фланцев,
колец в патроне или в
центрах
ногорезцовый
токарный полуавтомат модели 1Н713.
Предназначен
для обработки многоступенчатых валов,
втулок, фланцев,
колец в патроне или в
центрах
при помощи многорезцовой наладки.
Техническая характеристика. Наибольший диаметр обрабатываеРис. 3.92. Многорезцовая наладка мой заготовки: над станиной 400 мм; над суппортом 250 мм. Наибольшая длина обрабатываемой заготовки 710 мм.
Кинематическая структура станка (рис. 3. 93) содержит группу скорости резания Фv(В1) и группы продольной Фs1(П2) и поперечной Фs2(П3) подач.
Кинематическая группа скорости резания Фv(В1) Ее внутренняя связь:
передняя бабка → шпиндель (В1).
Внешняя связь:
М1 → 115/270 → iv = a/b → 26/52 или 96/60 → 35/70 → шпиндель (В1).
Группа настраивается только на один параметр – скорость гитарой сменных колес iv. При выключении шпинделя в конце обработки осуществляется торможение электромагнитной тормозной муфтой ЭТМ-116-1А.
РП: для гитары iv:
пМ1 мин-1 → п мин-1 шпинделя (В1).
УКЦ:
![]()
ФН:
iv1 = n/126; iv2 = n/404.
Набор сменных зубчатых колес обеспечивает 14 ступеней частот вращения шпинделя в диапазоне 63 - 1250 мин1.
Кинематические группы продольной Фs1(П2) и поперчной Фs2(П3) подач конструктивно одинаковы и оснащены унифицированными коробками подач. Внутренняя связь:
направляющие (прод. или попер.) → соответствующий суппорт (П).
Внешняя связь (муфта ЭМ1 включена, а муфта ЭМ2 выключена):
М2 → is = (a1/b1)(c1/d1) → 1/44 → (Р = 8).
Группа настраивается на скорость гитарой is; на путь и исходное положение упорами путевой системы управления.
Для обеих групп РП имеют вид:
пМ2 мин-1 → s мм/мин (П).
УКЦ (муфта ЭМ1 включена):
s = (пМ2 = 1420) (is = (a1/b1)(c1/d1)) 1/44 (Р = 8).
ФН:
i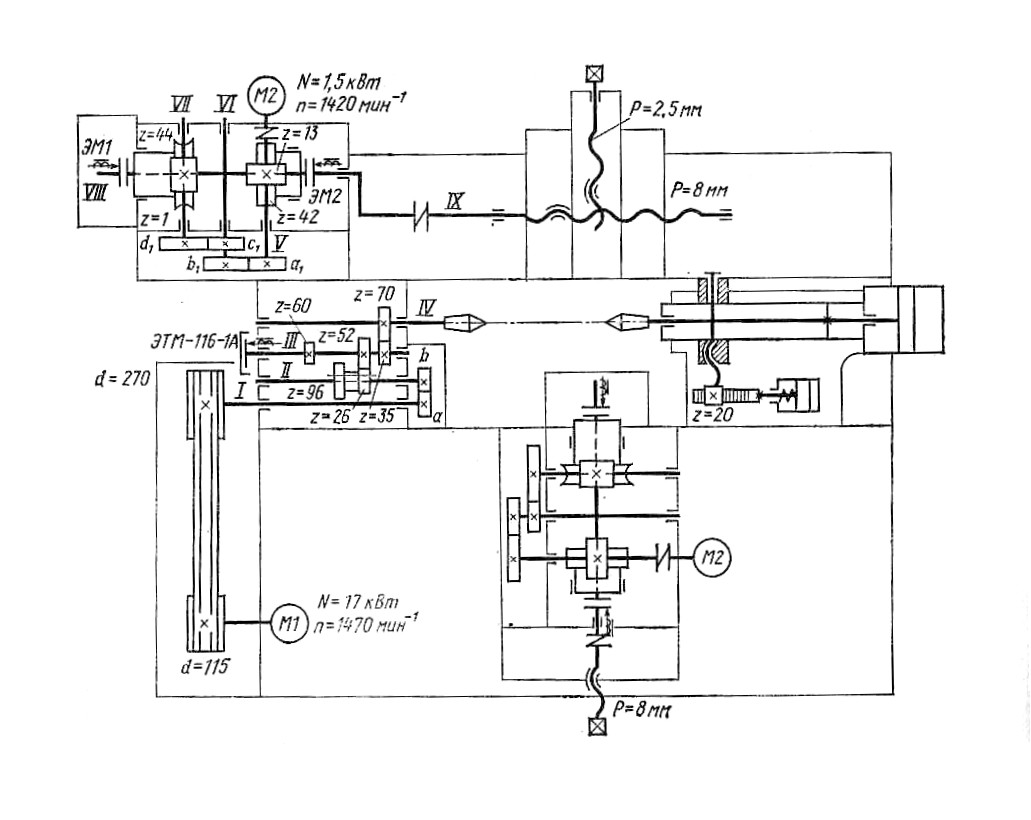 s
=
s/258.
s
=
s/258.
Набор сменных зубчатых колес для обеих групп подач обеспечивает 13 ступеней продольных и поперечных подач в диапазоне 25 - 400 мм/мин.
Рис. 3.93. Кинематическая схема многорезцового полуавтомата 1Н713
Ускоренное перемещение суппортов осуществляется при включенной муфте ЭМ2 (ЭМ1 выключена) от электродвигателя М2 через зубчатые колеса с винтовыми зубьями 13/42 и ходовой винт с шагом Р = 8 мм. Скорость быстрых перемещений суппортов 3500 мм/мин.
Смещение задней бабки в поперечном направлении при обточке конусов и перемещение пиноли при зажиме детали осуществляют от пневмоцилиндров. Станок оснащен развитой путевой системой управления. Автоматическим циклом работы полуавтомата управляет командоаппарат, содержащий путевые микропереключатели, на которые воздействуют переставные упоры, установленные на суппортах.