

3.9. Станки для обработки резьбы
Резьбообрабатывающие станки предназначены для формообразования на заготовках винтовых поверхностей, которые широко используют в машиностроении в неподвижных резьбовых соединениях, винтовых и червячных передачах, а также в большинстве режущих инструментов, применяемых при обработке винтовых поверхностей.
Резьбы (винтовые поверхности) характеризуются в продольном направлении винтовой линией и в поперечном сечении, проходящем через ось тела вращения – профилем. Профиль может быть треугольным, прямоугольным, трапецеидальным, полукруглым и т. д.
Для нарезания винтовых поверхностей в большинстве случаев используют режущие и абразивные инструменты, форма режущей кромки или контура которых совпадает с профилем нарезаемой резьбы. Поэтому основным методом образования профиля винтовых поверхностей является метод копирования, и этот метод осуществляется резьбовыми резцами (рис. 3.82, а), метчиками (рис. 3.82, б), плашками (рис. 3.82, в), резьбовыми гребенками (рис. 3.82, г), резьбонарезными головками, дисковыми резьбовыми фрезами (рис. 3.82, д), многониточными гребенчатыми фрезами (рис. 3.82, е), дисковыми (рис. 3.82, ж), и многониточными (рис. 3.82, з) шлифовальными кругами.
Для образования профиля у цилиндрических и глобоидных червяков при нарезании их чашечным обкатным резцом используют метод обката. В продольном направлении форма винтовых поверхностей образуется методом следа или касания в зависимости от применяемого инструмента.
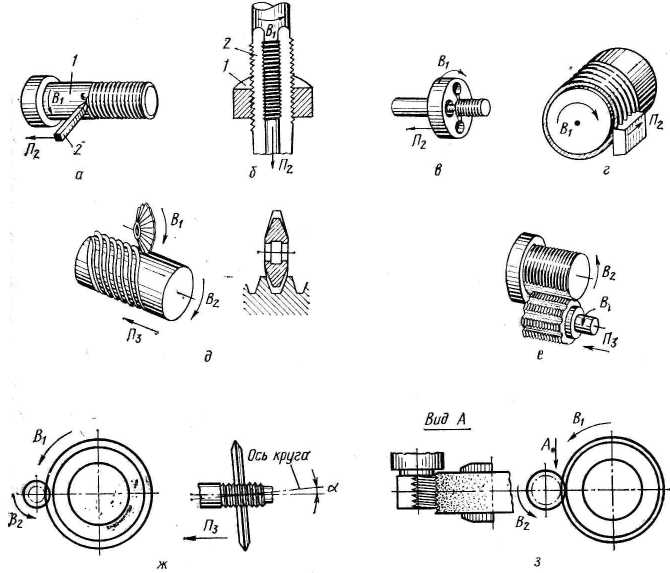
Рис. 3.82. Формообразование винтовых поверхностей на заготовках различными
режущими инструментами: а – резьбовым резцом; б – метчиком; в - плашкой;
г – резьбовой гребенкой; д – дисковой резьбовой фрезой; е – многониточной
гребенчатой фрезой; ж – дисковым шлифовальным кругом; з – многониточным
шлифовальным кругом
В связи с тем, что наиболее распространенным методом образования профиля резьбы является метод копирования, не требующий движения формообразования, кинематическая структура большинства резьбообрабатывающих станков состоит только из кинематических групп, создающих движения для образования винтовой линии. При образовании винтовой линии методом следа (резцом, метчиком, плашкой, резьбовой гребенкой) требуется одно сложное винтовое движение Фv (В1В2), а методом касания (резьбонарезной головкой, фрезой, шлифовальным кругом) – два движения: одно простое ФV (В1) – вращение инструмента, и второе сложное винтовое Фs(В2П3). Таким образом, кинематическая структура резьбообрабатывающих станков в первом случае состоит из одной формообразующей группы, а во втором – из двух формообразующих групп.
В индивидуальном производстве, например, ремонтном или экспериментальном нарезание резьбы осуществляют резьбовыми резцами, метчиками и плашками на универсальных токарно-винторезных станках. При нарезании резцами используется частная винторезная структура этих станков, рассмотренная в разделе 2 на примере понятия о кинематической группе и кинематической структуре станка, а также вданном разделе при анализе станка модели 16К20. При нарезании резьбы метчиками и плашками нет необходимости в использовании винторезной цепи (внутренней связи группы Фs (В1В2)). В этом случае внутренняя связь из-за особой конструкции инструмента осуществляется связью винтовой кинематической пары инструмент – заготовка. Настройка на шаг нарезаемой резьбы здесь отпадает, так как на метчике и плашке режущие кромки расположены по винтовой линии с шагом, равным шагу нарезаемой резьбы. Это обстоятельство обеспечивает также возможность нарезания резьбы при выполнении слесарных работ. В серийном и массовом производстве для нарезания резьбы используют резьбофрезерные и резьбошлифовальные станки, обеспечивающие более высокую производительность, чем токарно-винторезные станки.
Наиболее сложными структурами резьбообрабатывающих станков являются структуры с двумя сложными группами формообразования. Это относится к станкам, нарезающим резьбу червячной резьбовой фрезой с профилем зуба, шагом и длиной, соответствующими профилю, шагу и длине нарезаемой резьбы, а также к станкам, нарезающим многозаходные цилиндрические червяки обкатным резцом. Группа обката (скорости резания) Фv (В1В2) воспроизводит профиль резьбы, а группа подачи Фs (В3П4), образующая винтовое движение, - форму резьбы по длине. Обе группы имеют общий исполнительный орган – шпиндель заготовки, а создаваемые ими сложные движения осуществляются одновременно. Поэтому внутренние связи обеих групп соединены между собой планетарным дифференциалом.
При нарезании конических резьб резьбовым резцом, дисковой фрезой или дисковым шлифовальным кругом траектория винтового движения усложняется, так как вместо цилиндрической винтовой линии необходимо воспроизвести коническую винтовую линию. В соответствии с эти усложняется кинематическая группа, создающая в станке движение с такой траекторией. Такая кинематическая группа Фv (В1П2П3) включает не одну, а две точно настраиваемые внутренние связи.