

1Об. Распределительного вала → zi/z об. Заготовки.
УКЦ:
zi/z = 1 i08 iдел.
ФН:
iдел = с8 zi/z,
где с8 – константа конкретной модели станка.
Зубонарезание конических колес при профилировании обкатом используется при чистовой обработке. При незначительной переналадке рассмотренные типовые кинематические структуры зуборезных станков позволяют также осуществлять профилирование зубьев по методу копирования. В этом варианте зубонарезания конических колес класс воспроизведения зубчатой поверхности копирование + след. Этот вариант используется для черновой обработки. При нарезании прямозубых колес при профилировании копированием из типовой структуры исключается группа обката, и вводится простая группа врезания Вр(П2) на высоту зуба. При нарезании конических колес с круговым (дуговым) зубом группа обката из кинематической структуры не исключается, но существенно на 2-3 порядка замедляется скорость движения обката, что при профилировании равнозначно остановке этого движения.
Существуют также станки для шлифования зубьев конических колес. Прямозубые колеса шлифуют двумя дисковыми кругами с продольной подачей их вдоль линии зуба. Конические колеса с круговыми зубьями шлифуют чашечным кругом. Структура такого станка аналогична структуре станка, работающего резцовой головкой.
Рассмотрим возможные циклы зубонарезания при профилировании обкатом и при профилировании копированием.
Цикл нарезания прямозубого колеса при профилировании обкатом:
- заготовка быстро подводится к резцам и устанавливается на глубину предварительной (черновой) обработки (рис. 3.76, а);
- предварительная обработка боковых поверхностей одного зуба движениями Фv и Фs (рис. 3.76, б);
- реверсирование движения Фs до горизонтального положения оси профиля обрабатываемого зуба и подвод заготовки на глубину окончательной (чистовой) обработки (рис.3.76, в);
- окончательная обработка зуба движениями Фvи Фs(рис.3.76, г);
- быстрый отвод заготовки и деление на зуб при продолжающемся движении обката;
- повторение цикла до тех пор, пока не будут обработаны все зубья.
При обработке прямозубых колес последним вращающимся звеном внешней связи группы Фv является кривошипный диск 5, расположенный в центре люльки (рис. 3.77). Этот диск посредством шатуна 6 сообщает качательное движение диску 7, в прямолинейном пазу которого размещены сухари, соединенные посредством пальцев с ползунами 1. Ползуны расположены в направляющих, смонтированных так, чтобы резцы 2 образовали угол 2δ' с центром вращения люльки (воображаемого производящего колеса).
Угол δ1 установки резцов определяют по формуле
![]()
где α - угол зацепления; γ – угол ножки зуба; f – коэффициент высоты зуба.
О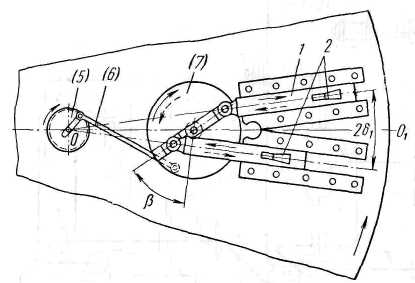 бычно
α
=
200,
а f
= 1,1236, то для этого случая δ1
= 60,884 tgγ.
бычно
α
=
200,
а f
= 1,1236, то для этого случая δ1
= 60,884 tgγ.
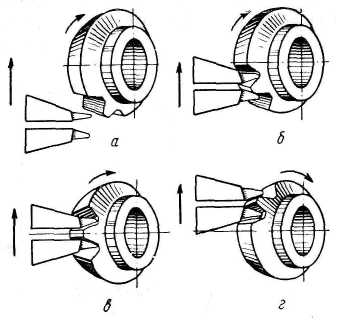 Рис.
3.76. Схема образования зубьев Рис.
3.77. Исполнительный механизм группы Фv
Рис.
3.76. Схема образования зубьев Рис.
3.77. Исполнительный механизм группы Фv
Цикл работы станка при профилировании колеса копированием:
- быстрый подвод стола с бабкой, несущей заготовку;
- врезание на высоту зуба при рабочей подаче стола;
- быстрый отвод стола из зоны резания;
- одинарное или двойное деление;
- повторение цикла до тех пор, пока не будут обработаны все зубья.
При одинарном делении используется два стандартных резца. При этом каждый резец выстрагивает свою часть впадины. При двойном делении используются нестандартные резцы. Каждый резец выстрагивает всю впадину.
На некоторых моделях станков предусмотрена также возможность обработки бочкообразных зубьев. Для этого на люльке прямолинейные направляющие для ползунов 1 заменяют соответствующими криволинейными.
При обработке конических колес с круговыми зубьями в качестве производящего колеса принимают плоское колесо 1, зубья которого направлены по дуге окружности радиуса r (рис. 3.78). Заготовка 2 в процессе обработки обкатывается с производящим колесом 1, зубья которого воспроизводятся резцовой головкой 3, вращающейся вокруг точки О1. Профиль резцов соответствует профилю зубьев производящего колеса. Проходя участок АА1, они имитирую один зуб производящего колеса.
С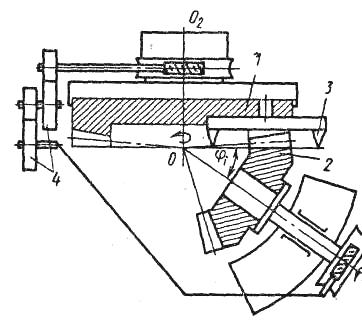 огласованность
вращения люльки 1 (рис. 3.79) и заготовки
2 (станочное зацепление) обеспечивается
сменными зубчатыми колесами 4, подбираемыми
в зависимости от числа зубьев нарезаемого
колеса. Вершины резцов 3 должны
передвигаться по образующей внутреннего
конуса нарезаемого колеса. Поэтому
колесо необходимо установить под углом
φi
внутреннего конуса к плоскости, в которой
передвигаются вершины резцов.
огласованность
вращения люльки 1 (рис. 3.79) и заготовки
2 (станочное зацепление) обеспечивается
сменными зубчатыми колесами 4, подбираемыми
в зависимости от числа зубьев нарезаемого
колеса. Вершины резцов 3 должны
передвигаться по образующей внутреннего
конуса нарезаемого колеса. Поэтому
колесо необходимо установить под углом
φi
внутреннего конуса к плоскости, в которой
передвигаются вершины резцов.
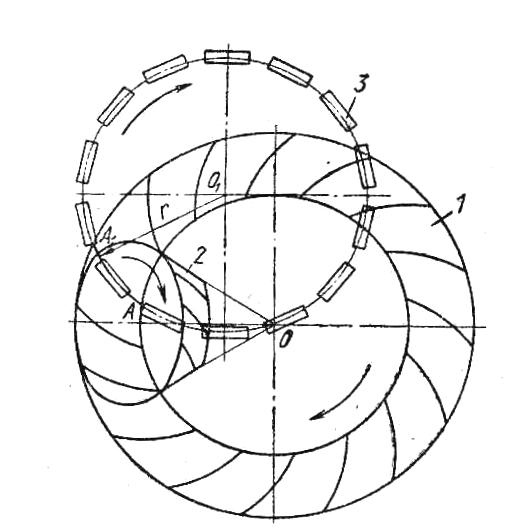
Рис.3.78. Схема нарезания конических Рис. 3.79. Схема установки заготовки при
колес с круговыми зубьями нарезании круговых зубьев
Заготовка должна устанавливаться относительно центра станка, под которым понимается точка пересечения горизонтальной оси ОО2 люльки, оси ОО1 шпинделя бабки и вертикальной оси О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального конуса нарезаемого колеса.
Резцовая головка (рис. 3.80, а) выполняется в виде диска с пазами, в которые вставляются и крепятся резцы перпендикулярно торцовой плоскости диска. Резцы бывают наружные (рис. 3.80, б) и внутренние (рис. 3.80, в). Резцы подразделяются также на праворежущие и леворежущие, отличающиеся только расположением режущих кромок. Стандартные резцовые головки имеют диаметр 150–300 мм.
Возможный цикл нарезания колеса с дуговым зубом при профилировании обкатом:
- подвод заготовки к резцовой головке;
- прорезка впадины вращающейся резцовой головкой (движение резания) при согласованном вращении люльки, несущей резцовую головку, и шпинделя с заготовкой (движение обката);
- отвод заготовки от резцовой головки при продолжающемся вращении заготовки в туже сторону, одновременно реверсирование и ускоренное обратное вращение люльки;
- подвод заготовки, реверсирование люльки и повторение цикла.
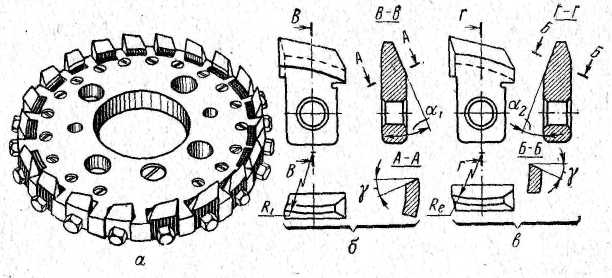
Рис. 3.80. Резцовая головка
Обработка конических зубчатых колес с дуговым зубом при профилировании обкатом используется при нарезании колес с большим углом начального конуса. В этом случае угол обката (качания) люльки велик, и профилирование обкатом становится малопроизводительным. Однако, чтобы не усложнять структуру станка введением дополнительных механизмов, а использовать те же кинематические цепи, движение обката не выключается, а только замедляется так, чтобы за время цикла обработки заготовка повернулась всего на один зуб.
Цикл обработки:
- прорезка одной впадины при рабочей подаче врезания заготовки на резцовую головку и медленном движении обката;
- отвод заготовки при продолжающемся ее вращении в туже сторону, и одновременное реверсирование и вращение люльки в обратном направлении;
- подвод заготовки, реверсирование люльки повторение цикла прорезки соседней впадины.
За время цикла прорезки впадины люлька по-прежнему совершает одно двойное качание, а заготовка, вращаясь в одном направлении, повернется, за это же время относительно люльки, на один зуб (впадину).
Нарезание конических колес с круговыми зубьями при профилировании обкатом характеризуется длительным циклом обработки, так как для устранения огранки зубьев при обработке и получения высокого класса чистоты поверхности, приходится увеличивать время огибания (обката). Много времени затрачивается на холостые ходы. Поэтому в крупносерийном и массовом производстве спирально-конических и гипоидных передач используется более производительный способ полуобкатной обработки. В полуобкатной передаче при профилировании обкаткой нарезают шестерню, имеющую небольшое число зубьев, а колесо нарезают резцовой головкой или круговой протяжкой при профилировании копированием.
Н а
рис. 3.81 жирными линиями очерчены профили
зубьев полуобкатной передачи. Для
сравнения тонкими линиями показаны
профили зубьев обычной передачи,
нарезаемой при профилировании обкатом.
Профиль зуба колеса в этом случае
получается полнее. Такое утолщение
профиля колеса должно соответствовать
утонению профиля шестерни. Это изменение
профиля шестерни называют модификацией.
В ряде моделей Рис.
3.81. Профили зубьев
станков рассматриваемого класса для
модифика- полуобкатной
передачи
ции профиля шестерни использует-
с
ся механизм модификации, выполненный
в виде дополнительной настраиваемой
кинематической цепи во внутренней связи
группы обката, включающей суммирующий
механизм с червячной передачей, в котором
равномерное вращение червяка люльки
суммируется с его неравномерным
поступательным перемещением.
а
рис. 3.81 жирными линиями очерчены профили
зубьев полуобкатной передачи. Для
сравнения тонкими линиями показаны
профили зубьев обычной передачи,
нарезаемой при профилировании обкатом.
Профиль зуба колеса в этом случае
получается полнее. Такое утолщение
профиля колеса должно соответствовать
утонению профиля шестерни. Это изменение
профиля шестерни называют модификацией.
В ряде моделей Рис.
3.81. Профили зубьев
станков рассматриваемого класса для
модифика- полуобкатной
передачи
ции профиля шестерни использует-
с
ся механизм модификации, выполненный
в виде дополнительной настраиваемой
кинематической цепи во внутренней связи
группы обката, включающей суммирующий
механизм с червячной передачей, в котором
равномерное вращение червяка люльки
суммируется с его неравномерным
поступательным перемещением.
В станочном парке технологического оборудования машиностроительного производства используются различные модификации базовых моделей станков 523, 526 для нарезания прямозубых конических колес и 525, 528 для нарезания колес с круговыми зубьями, реализующих рассмотренную обобщенную структурную схему станка для нарезания конических колес. Станки моделей 5А26 и 525 подробно описаны в [2.8].