

1,45 П мм перемещения шток-рейки → sр мм/ход стола (п3).
УКЦ (ФН):
sр = (1,45 п/πmz) (19/20) tТВ = с3 п,
где п – число интервалов между соседними упорами: рекомендуется п=1 – 3; m, z – модуль и число зубьев колеса, находящегося в зацеплении со шток-рейкой; с3 – константа, равная 0,02.
На рассматриваемой модели станка можно шевиговать также колеса с бочкообразной формой зуба. Это осуществляется посредством поворота копира 31 на определенный угол. При поступательном движении палец 32, скользящий в пазу копира, через кронштейн, повернутый к столу, сообщает ему качание в вертикальной плоскости вокруг центральной оси. Обрабатываемое колесо, установленное в центрах бабок на столе, также качается. При этом ось колеса накланяется по отношению к оси шевера, Поэтому у торцов шевер снимает больший слой металла, чем в средней части зубьев. В итоге обеспечивается бочкообразная форма зубьев шевингуемого колеса.
3.7.2. Зубошлифовальные станки
При зубошлифовании используют те же методы формообразования боковых поверхностей зубьев, что и при их фрезеровании. Копирование в сочетании с касанием используют при шлифовании зубьев колес профильным кругом. Кинематическая структура станков, работающих таким кругом наиболее простая, так как содержит две простые группы формообразования и группу деления. Более широко используют сочетание обката с касанием. При таком сочетании зубья колес шлифуют дисковым обкатным кругом, двумя обкатными тарельчатыми кругами и червячными кругами.
На
рис. 3.68 приведена схема шлифования
зубчатой поверхности прямозубых
цилиндрических колес дисковым шлифовальным
кругом. Посредством движений Фυ(В1)
и
Фs1(П2)
методом
касания воспроизводится линия зуба по
д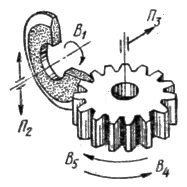
 лине,
а движением обката Фs2(П3
В4)
– профиль зуба.
лине,
а движением обката Фs2(П3
В4)
– профиль зуба.
Рис.3.68. Схема взаимодействия шлифовального круга
c прямозубым цилиндрическим колесом
Р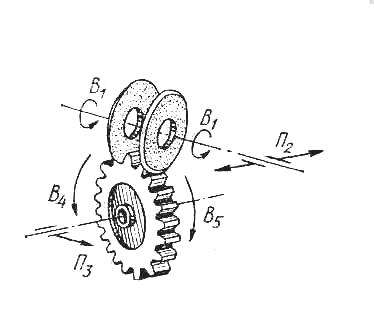
 абочая
поверхность шлифовального круга
(вспомогательный элемент или
характеристический образ инструмента)
образует профиль зуба воображаемой
рейки, по которой катится без скольжения
шлифуемое колесо. Боковые поверхности
каждого зуба шлифуются последовательно.
Поэтому после обработки одной боковой
поверхности движение обката реверсируется
для обработки другой боковой поверхности
в той же впадине колеса. По циклу
обработки, шлифование боковых поверхностей
зубьев колеса осуществляется
последовательно от одной впадины к
другой. Поэтому схемой обработки
предусмотрено движение деления Д
(В5),
периодически
поворачивающее колесо на угловой шаг.
абочая
поверхность шлифовального круга
(вспомогательный элемент или
характеристический образ инструмента)
образует профиль зуба воображаемой
рейки, по которой катится без скольжения
шлифуемое колесо. Боковые поверхности
каждого зуба шлифуются последовательно.
Поэтому после обработки одной боковой
поверхности движение обката реверсируется
для обработки другой боковой поверхности
в той же впадине колеса. По циклу
обработки, шлифование боковых поверхностей
зубьев колеса осуществляется
последовательно от одной впадины к
другой. Поэтому схемой обработки
предусмотрено движение деления Д
(В5),
периодически
поворачивающее колесо на угловой шаг.
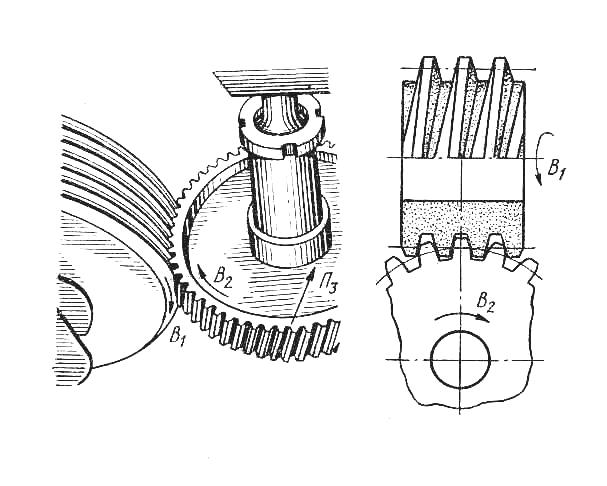
Рис. 3.69. Формообразование зубьев Рис. 3.70. Формообразование зубьев
двумя тарельчатыми кругами червячным кругом
При шлифовании зубьев колеса двумя, установленными на общем шпинделе, тарельчатыми кругами (рис. 3.69) их размещают в соседних впадинах. При этом схема элементарных движений шлифуемого колеса и шлифовальных кругов, образующих движения формообразования Фv, Фs1, Фs2 и движение деления Д, остается такой же, как и при шлифовании, дисковым кругом. Цикл шлифования так же не изменяется. При шлифовании крупномодульных колес возможно размещение двух тарельчатых кругов в одной впадине.
На рис. 3. 70 показана схема шлифования зубчатого колеса червячным шлифовальным кругом. Посредством формообразующего движения Фv(В1В2)
воспроизводится профиль зубьев, а посредством формообразующего движения Фs(П3) – линия зубьев прямозубого колеса по длине. При шлифовании колес с винтовыми зубьями движение Фs преобразуется в сложное Фs(П3В4), где В4 – дополнительное вращательное движение шлифуемого колеса.
Р ассмотрим
одну из типовых структурных схем
зубошлифовальных станков, работающего
дисковыми и тарельчатыми шлифовальными
кругами (рис.3.71). Группа Фv(В1).
Ее внутренняя связь вращательная
кинематическая пара подшипниковые
опоры → шпиндель шлифовального круга,
а
внешняя связь М1
→
10 → 11 → шпиндель → В2.
Движение В1
имеет замкнутую траекторию. Поэтому
теоретически это движение можно
настраивать только по двум параметрам
– скорости и направлению. Однако
практической необходимости в настройке
этих параметров нет, и поэтому данное
движение, как правило, не на- Рис.3.71.
Схема зубошлифовального станка
страивают.
ассмотрим
одну из типовых структурных схем
зубошлифовальных станков, работающего
дисковыми и тарельчатыми шлифовальными
кругами (рис.3.71). Группа Фv(В1).
Ее внутренняя связь вращательная
кинематическая пара подшипниковые
опоры → шпиндель шлифовального круга,
а
внешняя связь М1
→
10 → 11 → шпиндель → В2.
Движение В1
имеет замкнутую траекторию. Поэтому
теоретически это движение можно
настраивать только по двум параметрам
– скорости и направлению. Однако
практической необходимости в настройке
этих параметров нет, и поэтому данное
движение, как правило, не на- Рис.3.71.
Схема зубошлифовального станка
страивают.
Группа Фs1(П2). Ее внутренняя связь – поступательная кинематическая пара:
направляющие → ползун, несущий шпиндель шлифовального круга (П2)..
Внешняя связь:
М2 → 8 → is1 → 9 → кривошипно-ползунный механизм (П2).
Группа настраивается на скорость – органом настройки is1, на путь – изменением радиуса кривошипа, исходную точку – изменением длины шатуна.
Группа Фs2(П3В4)-сложная. Ее внутренняя связь - кинематическая цепь
П3 → ТВ → 1→ 2 → iпроф → ∑ → 3 → В4,
воспроизводящая станочное зубчато-реечное зацепление.
Внешняя связь:
М3 → 4 → 5 → is2 → 2,
где 2 -звено соединения связей.
Группа настраивается на траекторию – органом настройки iпроф, на скорость – органом настройки is2; на направление – реверсом, располагаемым, как правило, перед органом настройки is2; на путь и исходную точку – по упорам системы управления.
Группа деления Д(В5) простая. Ее внутренняя связь вращательная пара
каретка → делительный стол.
Внешняя связь:
М3 → 4 → 5 → 6 → мех-зм деления → 7 → iдел → ∑ → 3 → дел. стол (В5).
Группа настраивается на путь – органом настройки iдел.
Так как делительный стол является исполнительным звеном двух группы Фs2 и Д, то эти группы должны быть кинематически соединены между собой. Для их соединения может быть использован один из способов – последовательный, параллельный или смешанный.
Вывод ФН. Орган настройки iпроф. Расчетная цепь для этого органа настройки совпадает с внутренней связью группы. Поэтому РП: