

3.7. Станки для чистовой обработки зубчатых колес
Среди методов чистовой обработки зубчатых колес наиболее распространены обкатка, шевингование, зубохонингование и шлифование. Обкатка – это уплотнение боковых поверхностей зубьев незакаленных колес поверхностным пластическим деформированием. Для этого колесо обкатывается под нагрузкой с одним, двумя или тремя закаленными эталонными колесами. Шевингование – это обработка незакаленных зубчатых колес специальным режущим инструментом - шевером. Съем припуска до 15 мкм. Процесс шевингования обеспечивает снижение шероховатости поверхности и повышение точности профиля зубьев. Зубохонингование – процесс для обработки зубчатых колес после шевингования и термообработки. При этом устраняются дефекты поверхности закаленных зубьев. Съем припуска до 10 мкм. В качестве инструмента используют зубчатый хон, выполненный в виде зубчатого колеса из пластмассы с абразивной смесью. Относительные движения те же, что и при шевинговании, но окружные скорости в 2 раза превышают скорость шевера. Зубошлифование применяют для обработки высокоточных закаленных колес. В качестве инструмента используют дисковые, тарельчатые, чашечные и червячные абразивные круги.
3.7.1. Зубошевинговальные станки
Шевер представляет собой эталонное зубчатое колесо, у которого для образования режущих кромок зубья прорезаны поперечными канавками (рис. 3.66, а). При вращении шевера и шевингуемого колеса, находящихся в зацеплении, происходит боковое скольжение зубьев вдоль их длины, и режущие кромки канавок на профилях зубьев шевера срезают (соскабливают) тонкие стружки с профилей зубьев. Срезание стружек происходит в результате скрещивания осей шевингуемого колеса и шевера.
|
|
|
а |
б |
в |
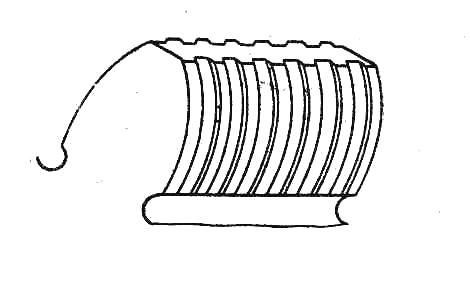
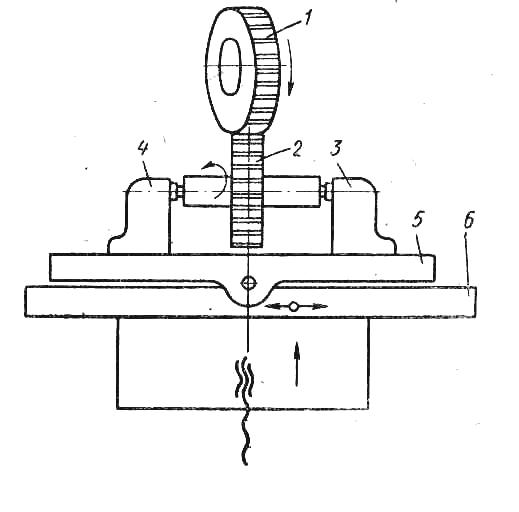
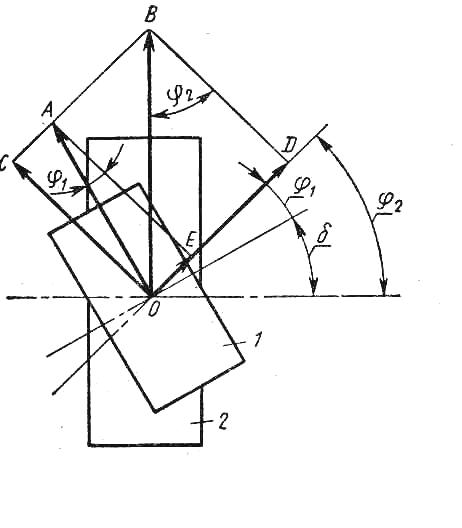
Рис.3. 66. Формообразование при зубошевиговании:
а – зуб шевера; б – схема шевингования;
в – схема для расчета круговой частоты вращения шевера
Рассмотрим принципиальную схему шевингования зубчатого колеса (рис3.66, б). Шевер 1 вращается от электродвигателя и принудительно вращает обрабатываемое колесо 2, установленное в центрах бабки 3,4. Бабка установлена на столе 5, который шарнирно связан с продольным столом 6, получающим поступательно-возвратное движение. В конце каждого двойного хода стол совершает вертикальную подачу. Таким образом, зубошевингование происходит при следующих двух формообразующих движениях и движении врезания: принудительном от шевера вращении колеса, поступательно-возвратном движении колеса и прерывистом перемещении колеса в радиальном направлении к шеверу.
Недостатком шевингования является отсутствие жесткой кинематической связи между шевером и обрабатываемым колесом, вследствие чего накопленная ошибка очередного шага исправляется в небольшой степени. Точность обработки шевингованием в значительной степени зависит от качества зубонарезания и припуска под шевингование.
Зубошевинговальный станок модели 5702. Кинематическая схема (рис. 3.67) включает две формообразующие группы - Фv(В1) и Фs(П2) и группу врезания Вр(П3).
Группа Фv простая. Ее внутрення связь:
корпус шевинговальной головки → шпиндель шевера.
Внешняя связь – кинематическая цепь
М1 → 2/28 → (iv=а/б) → 4/5 → 8/9 → 10/11 → шевер (В1).
Г руппа
настраивается на скорость – двухколесной
гитарой iv,
на направление – реверсом, функцию
которого выполняет конечный выключатель
2ВК, реверсирующий направление вращения
электродвигателя.
руппа
настраивается на скорость – двухколесной
гитарой iv,
на направление – реверсом, функцию
которого выполняет конечный выключатель
2ВК, реверсирующий направление вращения
электродвигателя.
Группа Фs – простая. Ее внутренняя связь:
горизонтальные направляющие → продольный стол.
Внешняя связь – кинематическая цепь:
М2 → 1/30 → (is=а1/б1) → 16/15 → 13/12 → ТВt1 → продольный стол (П2).
Группа настраивается на скорость – двухколесной гитарой is, на путь, направление и исходную точку – упорами, расположенными на продольном столе и управляющими конечным выключателем 2ВК. Этот выключатель синхронно реверсирует движения В1 и П2 в конце хода продольного стола. Конечный выключатель 3ВК является аварийным и отключает станок, если не срабатывает конечный выключатель 2ВК.
Группа Вр простая. Ее внутренняя связь – поступательная пара:
3.67. Кинематическая схема зубошевинговаль- вертикальные направляющие →
ного станка модели 5702 → консоль, несущая продольный стол.
Внешняя связь:
гидроцилиндр 28 → реечная передача → 23/24 → валик несущий кулак 25 радиальной подачи врезания и барабан управления 27, → шток-рейка гидроцилиндра 30 → реечная передача → 19/20 → ТВt2 → консоль (П3).
Группа настраивается на скорость (прерывистую радиальную подачу) - кулаком 25, на путь и исходную точку – винтом, посредством которого через коническую передачу поворачивают ТВt2, перемещающий консоль. Для установочных перемещений консоли используется винт, поворачивающий через передачи 21/22 и 19/20 тяговый вал.
Рассмотрим вывод ФН для органов настройки станка.
Гитара iv. Для расчета частоты вращения шевера необходимо выбрать скорость резания, за которую принимают скорость vск бокового скольжения зубьев шевера относительно зубьев шевингуемого колеса.
На рис. 3.66, в показаны начальные цилиндры 1 шевера и 2 обрабатываемого колеса. ОА и ОВ – векторы окружных скоростей соответственно шевера и колеса; ОЕ – линия соприкосновения зубьев; φ1 и φ2 – углы наклона зубьев; δ – угол скрещивания осей. Проекции окружных скоростей на линию ОС, перпендикулярную к линии зуба, должны быть АЕ = BD = CO. Тогда,
ОА cos φ1 = OB cos φ2.
Скорость бокового скольжения
vск= OD - OE = OB sin φ2 – OA sin φ1.
Подставляя OB = OA (cos φ1/cos φ2), получим
![]()
Таким образом, скорость резания при шевинговании пропорциональна синусу угла скрещиваниея осей шевера и колеса.
Если у колеса прямые зубья, т.е. φ2 = 0 и cosφ2 =1, то φ1 = δ. Тогда
vск = v sin δ.
Пример. Допустим при шевинговании прямозубого колеса окружная скорость шевера v = 120 м/мин, угол скрещивания осей δ=15о. Тогда, скорость резания
vск = 120 sin 15о ≈ 31 м/мин.
Зная диаметр шевера и скорость резания можно определить круговую частоту вращения шевера:
![]()
РП для гитары iv:
nм1 мин-1 → nш мин-1.
УКЦ для расчетной цепи, совпадающей с внешней свяью:
nш = nм1 i01 ( iv=а/б),
где i01 – произведение передаточных отношений постоянных передач расчетной цепи.
ФН:
iv = nш/с1,
где с1 – константа, равная примерно 140.
Гитара is: При зубошевинговании под подачей sпр понимают величину перемещения продольного стола за один оборот заготовки. При минутной подаче sм и частоте вращения заготовки пз
s пр = sм/пз или sм = sпр пз,
где пз = пш (zш/zз).
РП:
пм2 мин-1 → sм мм/мин.
УКЦ:
sм = nм2 i02( is= а1/б1) tТВ.
ФН:
is = sм / с2,
где с2 - константа, равная 110.
Настройка на радиальную подачу врезания. Эта подача осуществляется в конце каждого хода продольного стола.
Угол поворота кулака 25 ограничивается винтами-упорами, расположенными в шахматном порядке и опирающимися на собачку 26, которая перебрасывается гидроцилиндром 29. Кулак имеет ступеньки по торцу с перепадом 1,45 мм, т.е. при повороте кулака на минимальный угол 12о шток-рейка гидроцилиндра 30, упирающийся в площадку кулака, получает возможность перемещения на 1,45 мм. Тогда, РП: