

3.6.3. Зубодолбежные станки
 К
этой группе относятся зубодолбежные,
рейкодолбежные и долбежно-реечные
станки. На этих станках зуборезными
долбяками и гребенками обрабатывают
при профилировании обкатом цилиндрические
зубчатые колеса с прямыми и винтовыми
зубьями, шевронные колеса, зубчатые
секторы и рейки. На них удобно нарезать
блоки зубчатых колес с близким
расположением зубчатых венцов. Зуборезные
долбяки и гребенки имеют форму
соответственно зубчатого колеса и
зубчатой рейки, зубья которых выполнены
с углами, обеспечивающими процесс
резания.
К
этой группе относятся зубодолбежные,
рейкодолбежные и долбежно-реечные
станки. На этих станках зуборезными
долбяками и гребенками обрабатывают
при профилировании обкатом цилиндрические
зубчатые колеса с прямыми и винтовыми
зубьями, шевронные колеса, зубчатые
секторы и рейки. На них удобно нарезать
блоки зубчатых колес с близким
расположением зубчатых венцов. Зуборезные
долбяки и гребенки имеют форму
соответственно зубчатого колеса и
зубчатой рейки, зубья которых выполнены
с углами, обеспечивающими процесс
резания.
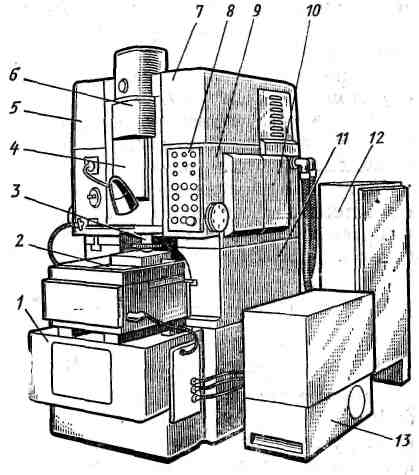
Рис. 3. 63. Зубодолбежный полуавтомат Выше в разделе 1 (рис. 1.3) рас- с смотрено зубонарезание цилиндрического колеса с прямыми зубьями зуборезным долбяком, а в разделе 2 (рис. 2.13) - типовая кинематическая структура зубодолбежного станка для нарезания прямозубого колеса и типовая модификация ее группы скорости резания (рис. 2.14) для обработки цилиндрических колес с винтовыми зубьями. Рассмотренная структура положена в основу ряда базовых моделей зубодолбежных станков, например, 5122, ВС-122 и др., имеющих типовую компоновку (рис. 3.63).
На станине 1 смонтирован стол 2 для нарезаемых заготовок. На вертикальных направляющих стойки 7 установлен суппорт 6, несущий штоссель (шпиндель) 3 долбяка. Кулисный привод штосселя закрыт крышкой 4. В стойке 7 смонтированы коробка круговых подач 5, главный привод 9 с органом настройки на скорость резания и гитара обката 10. На передней панели стойки размещен пульт управления. Элементы электро – и гидроавтоматики смонтированы в прокладке 11 электрошкафу 12 и гидростанции 13.
 На
рис. 3.64 приведены схемы обработки
цилиндрических колес зуборезной
гребенкой и реек долбяком. Зуборезной
гребенкой нарезают
цилиндрические
колеса с прямыми и винтовыми зубьями
(рис. 3.64,а).
При использовании зуборезных гребенок
с числом зубьев равным или большим числа
нарезаемых зубьев, процесс обработки
осуществляется двумя движениями:
скорости реза-
На
рис. 3.64 приведены схемы обработки
цилиндрических колес зуборезной
гребенкой и реек долбяком. Зуборезной
гребенкой нарезают
цилиндрические
колеса с прямыми и винтовыми зубьями
(рис. 3.64,а).
При использовании зуборезных гребенок
с числом зубьев равным или большим числа
нарезаемых зубьев, процесс обработки
осуществляется двумя движениями:
скорости реза-
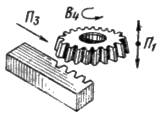
а б
Рис.3.63. Формообразование при нарезании зубьев цилиндрических
колес и реек: а-зуборезной гребенкой; б – зуборезным долбяком
ния Фv(П1) и обката Фs(П3В4), воспроизвоизводящего зубчато-реечное зацепление. Причем поступательно-возвратное движение П1 образует линию зуба (образующую зубчатого венца), а сложное движение обката (П3В4) – профиль (направляющую венца). При холостом ходе в движении П1 колесо вспомогательным движением (на схеме не показано) отводится от рейки как, и при зубодолблении долбяком, на небольшую величину, обеспечивающую устранение явления затирания. Перед обработкой зуборезную гребенку устанавливают относительно колеса на высоту нарезаемых зубьев. Нарезку зубьев осуществляют за один проход (обкат) колеса по гребенке. В этом случае нет необходимости в отдельных группах врезания и деления, что упрощает кинематическую структуру станка. При нарезании колес с винтовыми зубьями заготовке сообщают дополнительное вращение, согласованное с движением П1. В результате движение Фv преобразуется в сложное двухэлементарное.
При нарезании колес гребенками с числом зубьев меньшим числа нарезаемых зубьев в кинематику формообразования вводится дополнительная группа деления. Эта группа в конце цикла обработки i–го количества зубьев на ускоренной подаче движением, противоположным движению П3, возвращает гребенку в исходное положение для последовательного повторения очередного цикла. Таким образом в этом случае кинематика зубообработки усложняется, и, следовательно, усложняется кинематическая структура станка.
Зубообрабатывающие станки, работающие зуборезными гребенками, сложнее зубодолбежных, работающих долбяками, и менее универсальны. Однако точность обработки колес на них выше. Особенно заметно это проявляется при нарезании крупномодульных колес. Кроме того, зуборезные гребенки проще и, как правило, дешевле долбяков. Основным производителем высокоточных зубообрабатывающих станков для нарезания колес с небольшими модулями гребенками является Швейцарская фирма «МААГ». Тяжелые зубообрабатывающие станки для нарезания крупномодульных колес трехзубой гребенкой выпускает Коломенский завод тяжелого станкостроения (Россия).
Зуборезными долбяками, наряду с нарезанием цилиндрических колес, нарезают также зубчатые рейки с прямыми и косыми зубьями (рис. 3.64,б). При обработке прямозубых реек формообразования зубьев осуществляют движением скорости резания Фv(П1), сообщаемым долбяку, и движением круговой подачи Фs(П3В4), состоящим из функционально согласованных элементарных движений П3 нарезаемой рейки и В4 долбяка. Долбяку при холостом ходе в движении П1 сообщают также движение отвода на небольшую величину (на схеме не показано) для устранения явления затирания. При нарезании косозубых реек простое движение Фv преобразуют в сложное двухэлементарное, перемещающее долбяк по винтовой линии (см. рис.2.14).
Стандартом предусмотрено 4 вида косозубых долбяков: два для колес с винтовым зубом внешнего зацепления и косозубых реек и два для колес внутреннего зацепления. Углы наклона (подъема винтовой линии) зуба – 15о и 23о. Следовательно, для каждого вида долбяков независимо от модуля шаг подъема винтовой линии зуба Тд есть величина постоянная. Это сокращает номенклатуру винтовых направляющих для группы Фv и одновременно ограничивает универсальность станков. Поэтому в случае необходимости нарезания зубьев с иным наклоном зубьев можно изготовить соответствующие долбяк и винтовые направляющие, пользуясь соотношением
![]()
где Tk - шаг винтовых направляющих и зубьев долбяка; mn – модуль нор мальный; z – число зубьев долбяка; β – угол наклона зубьев долбяка.
Долбежно-реечные станки проектируют на основе зубодолбежных станков.
Долбежно-реечный станок модели ЕЗ-9А. Предназначен для нарезания прямозубых и косозубых реек.
Техническая характеристика. Максимальная длина нарезаемых реек 1100 мм; максимальный модуль 8 мм; максимальная длина линии зубьев 170 мм.
Формообразующая часть кинематической структуры станка (рис. 3.64). при нарезании прямозубых реек состоит из двух формообразующих групп: Фv(П1) и Фs(В2 П3).
Группа скорости резания Фv воспроизводит линию зуба рейки. Ее внутренняя связь – элементарная поступательная пара
прямолинейные направляющие корпуса → шпиндель долбяка (П1).
Внешняя связь – кинематическая цепь:
М1 → 1/2 →3/4 →( iv=а2/б2) → 5/6 → кривош.-ползун. мех. → шпиндель,
соединяющая электродвигатель М1 со звеном соединения связей.
Группа настраивается на скорость – гитарой iv, на путь и исходную точку – изменением плеч кривошипно-ползунного механизма.
Группа обката Фs – сложная. Ее внутренняя связь – кинематическая цепь:
В2 → 40/39 → 38/37 → R 36/35 → 17/18 → ix →28/29 → 30/31→ t1 → П3,
соединяющая шпиндель со столом.
Внешняя связь:
М1→1/2 → 3/4 →iv→ 5/6 → 7/8 → 9/10(11/12) →is→ 13/14 → 15/16 → 17/18,
где червячная передача 17/18 является звеном соединения связей.
Группа настраивается на траекторию – гитарой ix; на скорость – гитарой is и блоком 10 ↔12; на направление – реверсом R; на путь и исходную точку – упорами системы управления.
В группе обката предусмотрены дополнительные внешние связи. Первая из этих связей М2 → 20/19 в конце цикла обработки рейки возвращает продольный стол на ускоренной подаче в исходное положение, а вторая – рукоятка → 26/27 обеспечивает при наладке станка установочное перемещение стола в продольном направлении вручную.
Вывод ФН для гитары скорости резания iv, гитары обката ix, и гитары подачи is.
Гитара iv. РП:
пМ1 мин-1 → nd дв.ход. долбяка в мин.
УКЦ:
nd = nm1 ∙ i01 ∙ iv. ФН: iv = nd/c1,
где i01 – произведение передаточных отношений постоянных передач расчетной цепи; c1 – константа рассматриваемой модели станка, равная 76.
Гитара ix: возможные РП:
1 об. долбяка (В2)→ π m z (П3);
1/z об. долбяка (В2)→ t (П3) мм перемещения рейки;
L (П3) мм перемещения рейки → L/π m z (В2),
где t = π m - шаг зубьев рейки; m и z – соответственно модуль и число зубьев долбяка; L – произвольное число.
УКЦ по первому из РП имеет вид
π m z = 1∙ i02 ∙ ix ∙ tТВ.
Тогда, ФН:
ix = m z/c2,
Гитара ix: возможные РП:
1 об. долбяка (В2)→ π m z (П3);
1/z об. долбяка (В2)→ t (П3) мм перемещения рейки;
L (П3) мм перемещения рейки → L/π m z (В2),
где t = π m - шаг зубьев рейки; m и z – соответственно модуль и число зубьев долбяка; L – произвольное число.
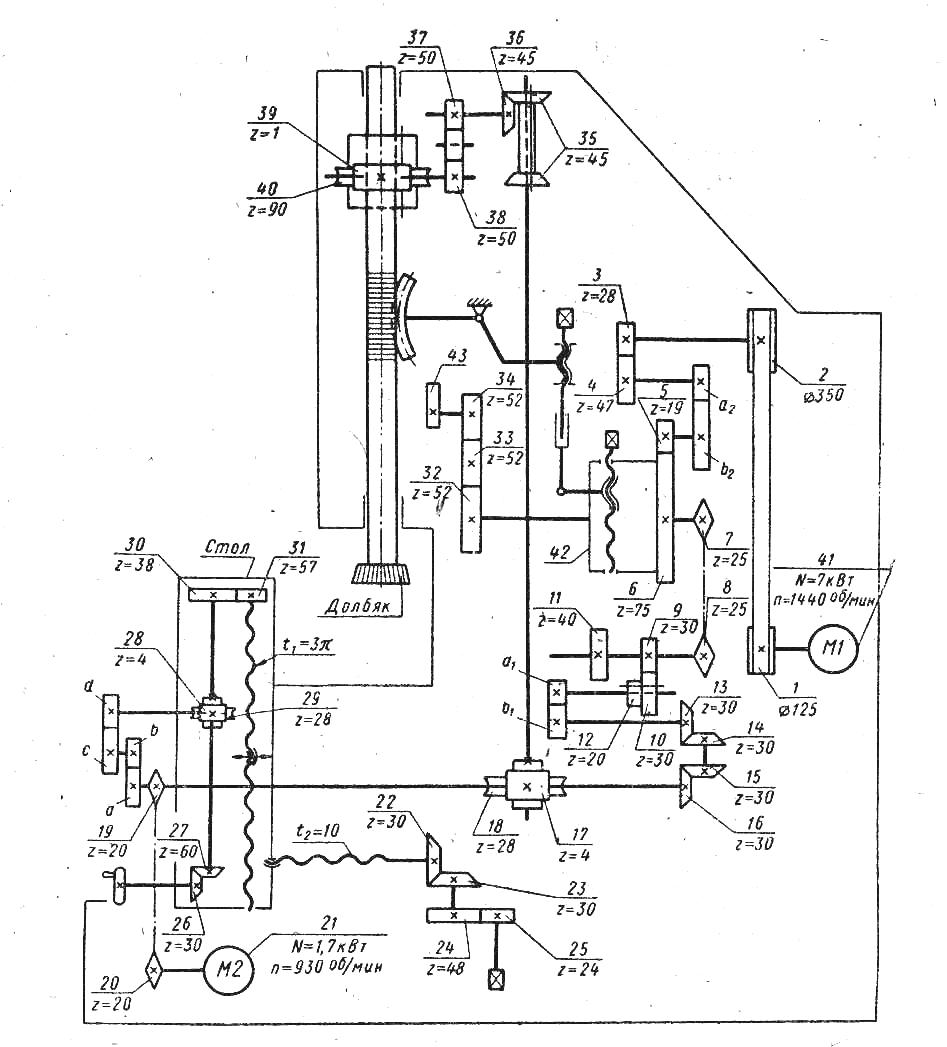
Рис. 3.64. Кинематическая схема долбежно-реечного станка
УКЦ по первому из РП имеет вид
π m z = 1∙ i02 ∙ ix ∙ tТВ.
Тогда, ФН:
ix = m z/c2,
где i02 – произведение передаточных отношений постоянных передач расчетной цепи; c2 – константа, равная 1/180.
Гитара is. Обычно при зубодолблении под подачей принимают дуговой поворот долбяка за его один двойной ход. Поэтому РП записывают в виде