

1/Z об. Шпинделя → n (zф – z) / zф ∙z дополнительного поворота лимба.
УКЦ:
![]() .
.
ФН:
![]() .
.
Пример. Настроить УДГ (N = 40) для нарезания на заготовке 67 зубьев. Примем zф = 60. По ФН для простого деления
![]() .
.
По полученному значению раздвигаем радиальные линейки раздвижного сектора на 40 отверстий на окружности лимба, состоящей из 60 отверстий.
По ФН для гитары сменных зубчатых колес
![]() .
.
Знак
минус показывает, что при делении лимб
должен вращаться в противоположном
направлении к вращению рукоятки. В этом
случае в гитару настройки необходимо
ввести промежуточную шестерню, например,
z
= 25. По полученному значению из имеющегося
набора устанавливаем сменные зубчатые
колеса
![]() .
.
П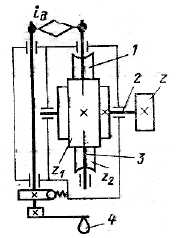 ри
делении, поворачивая рукоятку на
установленные посредством раздвижного
сектора 40 отверстий на лимбе с 60
отверстиями, шпиндель с заготовкой
повернется на 1/67.
ри
делении, поворачивая рукоятку на
установленные посредством раздвижного
сектора 40 отверстий на лимбе с 60
отверстиями, шпиндель с заготовкой
повернется на 1/67.
Рассмотренная УДГ, по существу, - это дифференциал, осуществляющий при дифференциальном делении алгебраическое сложение двух движений на одном исполнительном звене – шпинделе. Первый вход дифференциала – рукоятка, второй вход – лимб. При этом движение на второй вход сообщается от общего исполнительного звена – шпинделя. Такой дифферен Рис.3.55. Безлимбовая УДГ циал называют замкнутым.
Простая безлимбовая делительная головка (рис. 3.55) состоит из делительной червячной передачи, червячное колесо 1 которой установлено на шпинделе 2 головки, а вал червяка 3 через гитару сменных зубчатых колес соединен с рукояткой 4, которую при делении поворачивают на один оборот. Настройку головки для деления на разное число z осуществляют подбором сменных зубчатых колес гитары. РП для вывода ФН:
1 Об. Рукоятки 4 → 1/z поворота шпинделя.
УКЦ:
1/z = 1∙ iд ∙ z1/z2,
где z1 - число заходов червяка, равное, как правило, 1; z2 - число зубьев червячного колеса (характеристика головки).
ФН:
iд = z2/z = N/z.
Возможности простой безлимбовой головки ограничены простым делением. Известны также безлимбовые УДГ, отличающиеся от лимбовой (см. рис. 3.54) тем, что в них вместо лимба установлена гитара деления и планетарный дифференциал. Гитара деления связывает рукоятку с водилом (первый вход дифференциала), а шпиндель головки соединен посредством гитары, используемой при дифференциальном делении, с центральным колесом (второй вход дифференциала).
Методика вывода ФН для безлимбовой УДГ аналогична рассмотренной выше для лимбовой головки.
Лимбовые и безлимбовые УДГ используют также при фрезеровании винтовых канавок на сверлах, зенкерах, фрезах и нарезании косозубых колес. На рис. 3.56 приведена схема фрезерования стружечных канавок на универсальных фрезерных станках с применением лимбовой УДГ. Заготовка 4 закреплена в шпинделе делительной головки 1, установленной на столе 3 горизонтально – фрезерного станка. Стол развернут на угол α подьема винтовой линии стружечной канавки. Вал 2 делительной головки через гитару iд сменных зубчатых колес соединен с ходовым винтом продольной подачи стола. При фрезеровании столу сообщается продольная подача относительно вращающейся фрезы 5, при этом от ходового винта вращение передается через гитару iд шпинделю с заготовкой.
Угол α определяют из выражения
tg α = π D/tк.,
где D - диаметр заготовки; tк. – шаг винтовой канавки.
За один оборот заготовки стол должен переместиться на шаг винтовой канавки. Следовательно, УКЦ можно записать в виде
![]()
где tТВ – шаг ходового винта станка.
ФН:
iд = 40 tтв / tк.
Д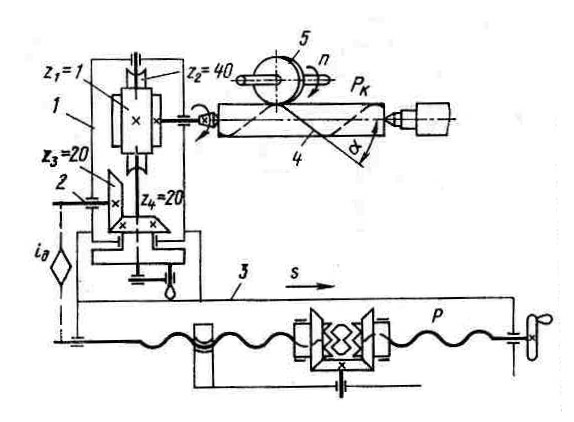 еление
для фрезерования следующей канавки
осуществляется поворотом рукоятки
головки. Методика определения угла
поворота рукоятки и его установка
приведены при описании лимбовой УДГ.
еление
для фрезерования следующей канавки
осуществляется поворотом рукоятки
головки. Методика определения угла
поворота рукоятки и его установка
приведены при описании лимбовой УДГ.
Рис.3.56. Схема фрезерование стружечных канавок
Приведенная ФН для фрезерования винтовых канавок используется также при нарезании косозубых колес. В этом случае шаг винтовой канавки определяют из выражения
![]() ,
,
где z – число зубьев нарезаемого колеса; m – модуль.
На фрезерных станках с применением УДГ можно фрезеровать плоские кулачки, у которых рабочий профиль выполняется по архимедовой спирали. В этом случае при использовании горизонтально – фрезерного станка шпиндель головки устанавливается вертикально. ФН для гитары iд имеет вид:
iд = 40 tтв / h,
где h – шаг архимедовой спирали, равный разности большего и меньшего радиусов рабочего профиля кулачка. Если для заданного шага архимедовой спирали невозможно подобрать сменные зубчатые колеса, задают hф, а шпиндель поворачивают на угол γ от вертильного положения. Его значение определяют из выражения
γ = arc cos h/hф.
При использовании УДГ для обработки винтовых профильных поверхностей головка выполняет на универсальных фрезерных станках две функции: группы деления Д (В) и исполнительного звена винторезной группы Фs (В П), получаемой из группы продольной подачи Фs(П) фрезерного станка. Внутренняя связь этой группы – кинематическая цепь, связывающая стол фрезерного станка со шпинделем делительной головки. Винтовое движение воспроизводимое этой группой имеет незамкнутую траекторию, и настраивается по пяти параметрам: на траекторию – гитарой iд, на скорость – коробкой подач фрезерного станка, на направление – реверсом, установленном на ходовом винте станка, на путь и исходную точку – по упорам.
В крупносерийном производстве фасонное зубофрезерование используют для черновой прорезки впадин прямозубых цилиндрических и конических колес на многошпиндельных полуавтоматах, например, ЕЗ-5 и ЕЗ-40. Этот вид обработки используется так же в инструментальном производстве для прорезки винтовых канавок при обработке сверл, зенкеров, метчиков. Для этого используют специальные фрезерные станки, полуавтоматы и автоматы. Например, полуавтомат для фрезерования сверл модели 679У.