

3.1.2. Токарно-револьверные станки
Токарно-револьверные станки предназначены для обработки деталей сложной формы в серийном производстве, когда согласно технологическому процессу требуется применение многих инструментов: резцов, сверл, зенкеров, плашек и т. д. Эти станки менее универсальны, чем токарно-винторезные, но значительно превосходят их по производительности, так как машинное время обработки на них сокращается вследствие использования многоинструментальных державок.
Вспомогательное время уменьшается в результате предварительной настройки на размер режущего инструмента и ограничителей ходов, а также при применении автоматического управления изменениями частот вращения шпинделя и величин подач, имеющегося в большинстве современных моделей станков.
Токарно-револьверные станки по виду обрабатываемой заготовки делят на станки для обработки деталей из прутка и из отдельных заготовок. Типажом предусмотрены токарно-револьверные станки для обработки прутков диаметром 10 – 100 мм, а заготовок диаметром 160 – 630 мм. Часть станков приспособлена для обработки обоих видов работ.
Токарно-револьверные станки не имеют задней бабки и ходового винта, а на их продольном суппорте установлена поворотная револьверная головка, в гнездах которой устанавливают различный режущий инструмент, а при использовании специальных комбинированных державок в одном гнезде револьверной головки устанавливают несколько режущих инструментов. Каждый режущий инструмент при повороте револьверной головки последовательно производит обработку детали. Эти станки рекомендуется применять в серийном производстве при партии деталей не менее 10 – 20 штук и если технологический процесс предусматривает применение большого числа режущего инструмента.
 К
омпоновка
токарно-револьверных станков определяется,
в основном, расположением оси револьверной
головки. На рис. 3. 9 приведены два основных
вида компоновки токарно-револьверных
станков.
К
омпоновка
токарно-револьверных станков определяется,
в основном, расположением оси револьверной
головки. На рис. 3. 9 приведены два основных
вида компоновки токарно-револьверных
станков.
а б
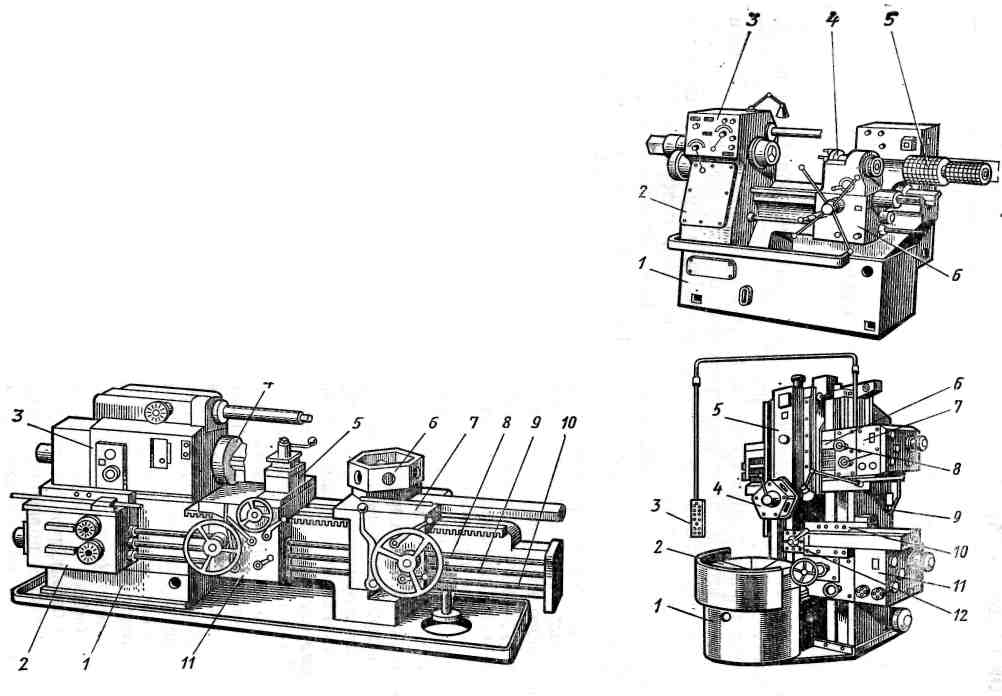
Рис. 3. 9. Внешний вид токарно-револьверных станков
На станине 1 токарно-револьверного станка с вертикальной осью револьверной головки (рис. 3.9,а) слева расположены коробка подач 2 и коробка 3 привода вращения шпинделя 4. На направляющих станины размещены каретка 11, несущая поперечный суппорт 5, и продольный суппорт 7, несущий револьверную головку 6 с вертикальной осью, как правило, с пятью - восемью гнездами для установки инструментов. Ходовые валы 8, 9, 10 обеспечивают кинематическую связь коробки подач 2 с тяговыми валами каретки 11, поперечного 5 и продольного 7 суппортов.
Легкие и средние токарно-револьверные станки не имеют поперечного суппорта, а на их продольном суппорте устанавливают револьверную головку с горизонтальной осью. На станине 1 таких станков (рис. 3.9,б) станков расположены слева коробка подач 2 и коробка 3 круговых частот шпинделя, а справа – продольный суппорт 6, несущий револьверную головку с горизонтальной осью вращения 4 и барабан упоров 5. Револьверная головка имеет до 16-ти гнезд для инструментов.
Токарно-револьверный станок модели 1Г340. Относится к станкам с горизонтальной осью револьверной головки, имеющей 16 гнезд для различных инструментов. На станке можно обрабатывать детали как из прутка, так и из заготовок. Область использования – серийное производство.
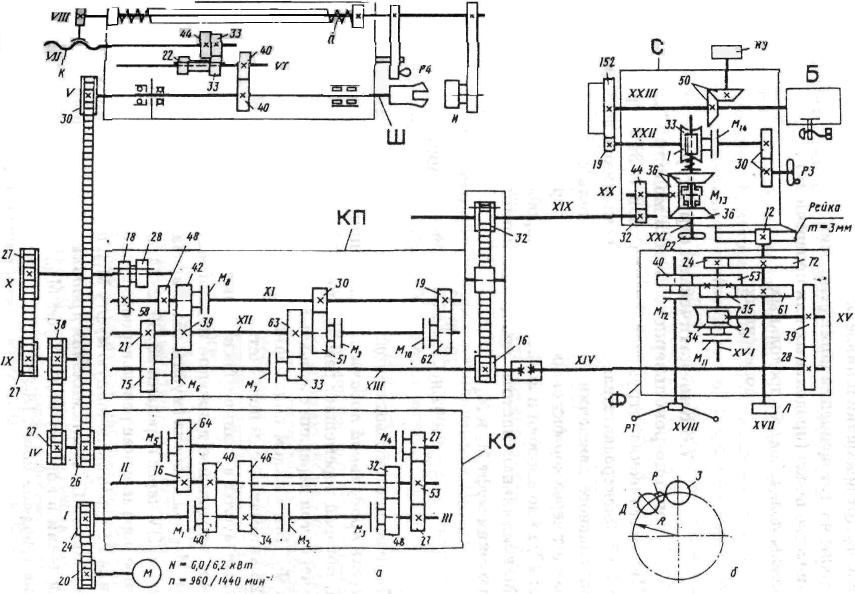
Рис. 3.10. Кинематическая схема токарно-револьверного станка модели 1Г340
Техническая характеристика. Максимальный диаметр обрабатываемого прутка – 40 мм; максимальный диаметр заготовки, обрабатываемой в патроне – 400 мм; количество частот вращения шпинделя – 12, диапазон частот вращения шпинделя – 45-2000 мин-1; количество продольных и/или поперечных (круговых) подач – 12, диапазон подач: продольных – 0,035-1,6 мм/об, поперечных (круговых) – 0,02-0,8 мм/об.
Формообразующая часть кинематической структуры станка (рис. 3.10) включает две основные частные структуры: токарную Фv(В1), Фs1(П2) для продольной обработки и токарную Фv(В1), Фs2(В3) для поперечной (торцовой) обработки. Группа скорости резания Фv(В1) входит в обе частные структуры. Переход от одной структуры к другой осуществляется посредством механизмов управления станка.
Структура для продольной обработки состоит из простых групп скорости резания Фv(В1) и продольной подачи Фs1(П2), соединенных между собой электродвигателем и общей частью внешних связей.
Группа Фv(В1) воспроизводит образующую обрабатываемой поверхности. Ее внутренняя связь:
подшипниковые опоры → шпиндель (В1).
Внешняя связь - кинематическая цепь, состоящая из двух зубчато-ременных передач и коробки скоростей КС, соединяющая двухскоростной электродвигатель М со шпинделем, являющемся звеном соединения связей:
М → 20/24 → КС → 26/30 → шпиндель (В1).
Группа настраивается на скорость – изменением круговой частоты электродвигателя и коробкой скоростей КС (орган настройки iv). При этом переключение частоты вращения шпинделя осуществляется посредством электромагнитных муфт М1 – М5 автоматически при смене позиций револьверной головки в соответствующие положения по программе, заданной на штекерной панели пульта управления.
Расчетная цепь для органа настройки на скорость совпадает с внешней связью группы. Поэтому РП для круговой частоты вращения шпинделя имеют вид:
nм мин-1 электродвигателя → ni , {i = 1, 2,3, …, 12} шпинделя (В1) мин-1.
Ряд круговых частот шпинделя:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Торможение шпинделя производится одновременным включением муфт М4 и М5.
Группа Фs1(П2) воспроизводит направляющую обрабатываемой поверхности. Ее внутренняя связь:
направляющие станины → продольный суппорт (П2).
Внешняя связь – кинематическая цепь, соединяющая двухскоростной электродвигатель М с продольным суппортом (звено соединения связей) посредством трех зубчато-ременных передач, коробки скоростей КС, коробки подач КП, фартука Ф и тягового вала (зубчато-реечной передачи):
М→20/24→КС→27/38→27/27→КП→Ф→πmz→продольный суппорт (П2).
Группа настраивается на скорость (продольную подачу) – коробкой подач КП (орган настройки is), на путь – по упору с отсчетом величины пути по лимбу Л, расположенному на валу XV11 фартука Ф.
При каждом положении подвижного блока 18-28 при смене позиций револьверной головки в соответствующие положения по программе, заданной на штекерной панели пульта управления, автоматически посредством включения соответствующих электромагнитных муфт М6 – М10 получается шесть ступеней продольной подачи.
Продольная подача включается муфтой М11, при этом М12 выключена (муфты сблокированы). Ручное перемещение осуществляется маховиком Р1 через включенную муфту М12 , передачи 40/53, 35/61 и реечное колесо z12 (ведущее звено тягового вала).
Расчетная цепь продольных подач не совпадает с внешней связью рассматриваемой группы, а связывает шпиндель станка с тяговым валом. Для этой цепи РП имеют вид: