

1 Оборот шпинделя (в1) → t перемещения каретки (п2),
где величина перемещения П2 имеет размерность мм, ниток на 1″, модулей, питчей.
УКЦ при нарезании различных резьб имеет следующий вид:
- при нарезании метрической резьбы со стандартным шагом без звена увеличения шага
t = 1 ∙ 60/60 ∙ 30/45 ∙ ix ∙ 28/28 ∙ iБ6 (или iБ7) ∙ iБ8 ∙ iБ9 ∙ 12;
- при нарезании дюймовой резьбы (для дюймовой резьбы t = 25,4/k, мм, где k – число ниток на один дюйм)
t = 1 ∙ 60/60 ∙ 30/45 ∙ ix ∙ 28/28 ∙ 38/34 ∙ 1/iБ6 ∙ (или ∙ 1/iБ7) ∙ 30/33 ∙ iБ8 ∙ iБ9 ∙ 12;
- при нарезании модульной резьбы (для модульной резьбы t = π m, мм);
t = 1 ∙ 60/60 ∙ 30/45 ∙ ix ∙ 28/28 ∙ iБ6 (или iБ7) ∙ iБ8 ∙ iБ9 ∙ 12;
- при нарезании питчевой резьбы (для питчевой резьбы t = π ∙ 25,4/p, мм, где p = k π – диаметральный питч, указывающий число зубьев колеса, приходящееся на один дюйм диаметра его начальной окружности)
t = 1 ∙ 60/60 ∙ 30/45 ∙ ix ∙ 28/28 ∙ 38/34 ∙ 1/iБ6 ∙ (или ∙ 1/iБ7) ∙ 30/33 ∙ iБ8 ∙ iБ9 ∙ 12;
- при нарезании резьб повышенной точности
t = 1 ∙ 60/60 ∙ 30/45 ∙ ix ∙ 12,
откуда ФН гитары сменных колес
ix = a/b ∙ c/d = t/8.
Резьбы с большим шагом нарезают при использовании звена увеличения шага iзуш. В зависимости от передаточного отношения этого звена шаг резьбы можно увеличить в 2, 8 или 32 раза.
Для нарезания многозаходных резьб в станке предусмотрена простейшая группа деления Д(В6). Ее внутренняя связь совпадает с внутренней связью группы Фv(В1). А поворот шпинделя (звено соединения связей) при делении осуществляется вручную при разомкнутой маточной гайки тягового вала. Группа настраивается только на путь, под которым понимается угол поворота шпинделя относительно отсчетного звена. Это звено выполнено в виде кольца с риской, укрепленного на корпусе передней бабки, и диска, имеющего 60 делений на периферии. После нарезания первой нитки резьбы шпиндель поворачивают на число делений, равное 60/z, где z – число заходов резьбы. Такая конструкция отсчетного звена позволяет нарезать резьбы с числом заходов, кратным 60.
По индивидуальному заказу станок может комплектоваться суппортом с механическим приводом резцовых салазок 1. Резцовые салазки можно рассматривать как исполнительный орган кинематической группы Фs3(П7), образующей совместно с рассмотренной выше группой Фv(В1), дополнительную частную структуру для продольного точения. Внутренняя связь группы Фs3(П7) имеет вид
направляющие поперечного суппорта → резцовые салазки (П7).
Внешняя связь совпадает с внешней связью группы Фs1(П2) от электродвигателя до зубчатых венцов с z = 34 муфт М10 или М11, расположенных в фартуке, а далее через зубчатые передачи 34/55, 55/29, 29/18, 20/20, …, 20/20 и тяговый вал соединяет эти зубчатые венцы с резцовыми салазками. Группа настраивается на те же параметры, что и группа Фs1(П2). Величина подачи резцовых салазок равна 1/4 величины продольной подачи.
Данную дополнительную структуру, как правило, применяют при обработке точных внутренних и наружных конических поверхностей небольшой длины, так как ход резцовых салазок ограничен. Резцовые салазки (рис. 3.6,а) поворачивают на угол α, равный половине угла при вершине конуса, причем
![]()
где D – больший диаметр конической поверхности, мм; d – меньший диаметр конической поверхности, мм; l – длина конической поверхности, мм.
а б
Р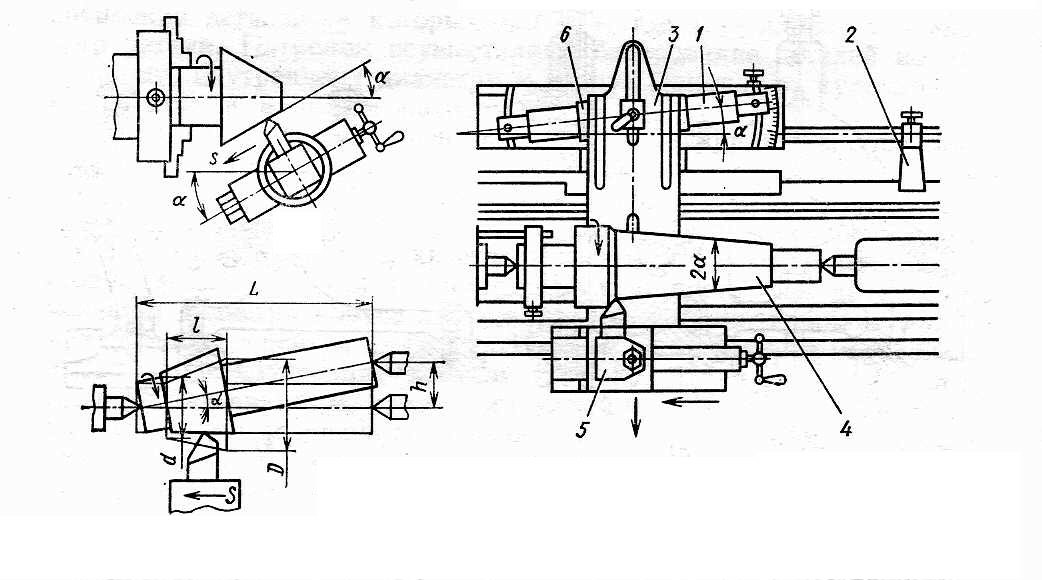 ис.
3.6. Точение конических поверхностей
ис.
3.6. Точение конических поверхностей
Длинные наружные конические поверхности с небольшой конусностью можно обрабатывать используя структуру для продольного точения. В этом случае (рис. 3.6,б) смещают центр задней бабки. Величину поперечного смещения корпуса задней бабки определяют по формуле
h = L sin α,
где h – величина поперечного смещения, мм; L – длина обрабатываемой конической поверхности, мм.
Угол α можно определить также по той же формуле, что и в предыдущем варианте. Этим способом обтачивают конические поверхности невысокой точности, так как из-за быстрого износа центровых отверстий нарушается точность базирования.
П о индивидуальному заказу станок может также комплектоваться конусной линейкой (рис. 3.7), позволяющей обрабатывать точные конические поверхности с углом α до 180, длина которых не превышает длины линейки. На кронштейнах 2, привернутых сзади к станине, установлена под требуемым углом α к линии центров станка (оси заготовки 4) линейка 1. Поперечный суппорт 5 соединен с ползуном 6 линейки через тягу 3, а винт поперечной подачи отсоединен от гайки. При продольном перемещении суппорта с резцом ползун будет двигаться по пазу линейки и перемещать салазки суппорта в поперечном направлении.
Рис. 3.7. Конусная линейка, установленная на станке
Результирующая перемещения направлена параллельно оси линейки. Величину смещения линейки m измеряют по шкале и определяют по формуле
m = A tg α,
где А – длина линейки.
При установке на станок конусной линейки простая группа продольной подачи Фs1(П2) преобразуется в сложную группу Фs4(П2П8), образующую совместно с рассмотренной выше группой Фv(В1) частную кинематическую структуру для обработки конических поверхностей.
Внутренняя связь группы Фs4(П2П8) имеет вид
каретка (П2) – поперечный суппорт (П8),
а ее внешняя связь совпадает с внешней связью группы Фs1(П2).
Рассматриваемая группа настраивается на те же параметры, что и группа Фs1(П2) и дополнительно на траекторию – установкой конусной линейки на требуемый угол α.
При назначении режимов резания действительная подача определяется по выражению
![]() ,
,
где s, sпрод, sпоп – действительная, продольная и поперечная подачи.
Продольная подача назначается по режимам резания и устанавливается посредством коробки подач, а поперечная подача определяется из выражения
sпоп = sпрод ∙ tg α.
О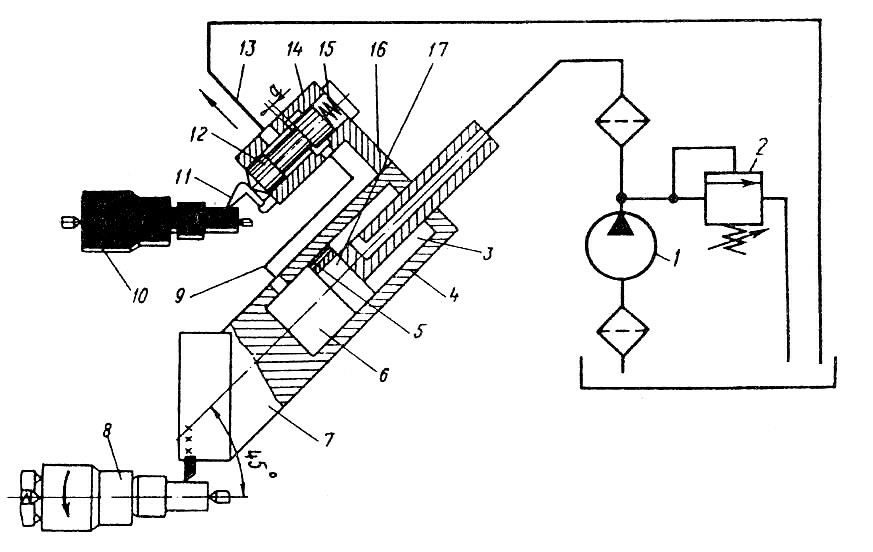 бработку
фасонных поверхностей производят
фасонными резцами или применяют
копировальные устройства.
бработку
фасонных поверхностей производят
фасонными резцами или применяют
копировальные устройства.
На рис. 3.8 приведена схема однокоординатного гидрокопировального суппорта КТ-1. От лопастного насоса 1 масло под давлением, установленном напорным клапаном 2, поступает в штоковую полость 3 гидроцилиндра 4, ко-
Рис. 3. 8. Схема гидрокопировального суппорта
торое через отверстие 5 сообщается с бесштоковой полостью 6. Полость 6 соединена с баком гидростанции посредством трубопровода 9, cледящего золотника12 и трубопровода 13.
В исходном положении копировальный суппорт 7 с резцом и следящим золотником 12 отведен от обрабатываемой заготовки 8 и копира 10. При включении насоса в полостях 3 и 6 гидроцилиндра 4 устанавливается одинаковое давление. Так как площадь поршня в полости 6 больше площади поршня в полости 3, то суппорт 7 начнет двигаться к заготовке 8, а следящий золотник 12 – к копиру 10. Движение суппорта продолжается до тех пор пока щуп 11 следящего золотника 12 не встретит на своем пути копир 10 и не переместит золотник 12. С этого момента начинается слежение золотника за профилем копира.
Если профиль копира параллелен линии центров, то щуп 11, преодолевая усилие пружины 15, смещает золотник 12 в осевом направлении на такую величину, чтобы между торцом золотника 12 и расточкой в корпусе 14 открылась кольцевая щель а, через которую начинается слив масла из полости 6 цилиндра 4 в бак гидростанции.
При этом давление в полости 6 понижается и усилия, действующие на поршень 17 уравновешиваются. Копировальный суппорт будет неподвижен. Это соответствует обточке цилиндрической поверхности. При переходе от обточки цилиндра к подрезке торца щуп 11, воздействуя на золотник 12, увеличивает щель «а», давление в полости 6 цилиндра падает и копировальный суппорт начинает двигаться по своим направляющим от обрабатываемой заготовки.
Каждому перемещению золотника 12 относительно копира 10 соответствует такое же перемещение копировального суппорта 7. Каждому перемещению копировального суппорта 7 относительно обрабатываемой заготовки 8 благодаря звену 16, жесткому креплению корпуса 14 к цилиндру 4 будет соответствовать такое же перемещение корпуса 14 относительно копира.
Гидрокопировальный суппорт и каретка продольного суппорта станка являются исполнительными органами сложной кинематической группы Фs5(П1П9), образующей с ранее рассмотренной группой Фv(В1) частную кинематическую структуру для обработки фасонных (в том числе конических) поверхностей.
Внутренняя связь группы Фs5(П1П9) имеет вид
каретка (П1) → гидрокопировальный суппорт (П9).
Во внешней связи группы расположены два источника энергии движения: общий для привода вращения заготовки и продольной подачи каретки электродвигатель (на схеме не показан) и гидроцилиндр копировального суппорта. Оба источника энергии расположены с противоположных сторон программоносителя - копира 10, являющегося органом настройки на траекторию движения Фs5(П1П9). Считывание программы осуществляется реверсивным золотником 12, который управляет одной координатой - копировальным суппортом. Скорость воспроизведения направляющей настраивается коробкой подач станка и регулируемым дросселем гидросистемы.