

2.5.3. Механизмы для бесступенчатого изменения скорости
Основные достоинства приводов с бесступенчатым регулированием – повышение производительности обработки за счет точной настройки оптимальной по режимам резания скорости, возможность плавного изменения скорости во время работы, простота автоматизации процесса изменения скоростей. Для бесступенчатого изменения скорости применяют механические (фрикционные) вариаторы, регулируемые электро- и гидродвигатели. В данном курсе рассматриваются только механические вариаторы. Электрические и гидравлические регулируемые приводы рассматриваются в соответствующих курсах.
Принцип действия механического вариатора рассмотрим на примере наиболее распространенных их типов (рис. 2.20).
В вариаторе с раздвижными коническими дисками (рис. 2.20, а) смещение дисков по шлицам входного и выходного валов в противоположные стороны приводит к смещению широкого клинового ремня. В итоге изменяются радиусы контактов r1 и r2 ремня с конусными поверхностями дисков и, следовательно, изменяется передаточное отношение механизма. Диапазон регулирования определяется предельным отношением радиусов ведомого и ведущего дисков
Rб = r2/r1 < 6,
где Rб - диапазон бесступенчатого регулирования вариатора.
Основными недостатками вариатора являются непостоянство длины клинового ремня, меняющееся с изменением передаточного отношения и значительная неустойчивость передаточного отношения при изменении передаваемой нагрузки (потеря частоты вращения до 14…16 %).
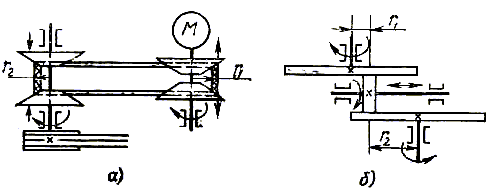
Рис. 2.20. Механические вариаторы:
а ─ с раздвижными конусными дисками; б ─ лобовой
Вариатор с широким клиновым ремнем использован в токарно-винторезном станке модели 1К620.
Вместо ремня в вариаторе с раздвижными дисками может использоваться клиновое кольцо. Такой вариатор имеет меньшие габаритные размеры и используется для передачи мощности до 1,5 кВт в небольших по размерам станках, например, токарных и сверлильных.
В лобовом вариаторе (рис.2.20, б) при смещении промежуточного ролика вдоль образующей ведомого и ведущего дисков изменяются величины радиусов r1 и r2. Это обеспечивает изменение передаточного отношения механизма. В таком вариаторе диапазон бесступенчатого регулирования Rб< 10.
Общими недостатками механических вариаторов являются: меньшая по сравнению с шестеренчатыми передачами надежность; нежесткая кинематическая характеристика и, следовательно, невозможность применения во внутренних связях станков; сравнительно небольшой диапазон регулирования и как следствие, необходимость дополнения привода шестеренчатой коробкой.
2.5.4.Реверсивные механизмы
Реверсивные механизмы используются для изменения направления движения исполнительных органов станка. Реверсирование движений может осуществляться посредством реверсирования электродвигателей, гидродвигателей и механических устройств. В станках с механическими связями используются, как правило, механические реверсивные механизмы. На рис. 2.21 приведены схемы наиболее распространенных реверсивных механизмов.
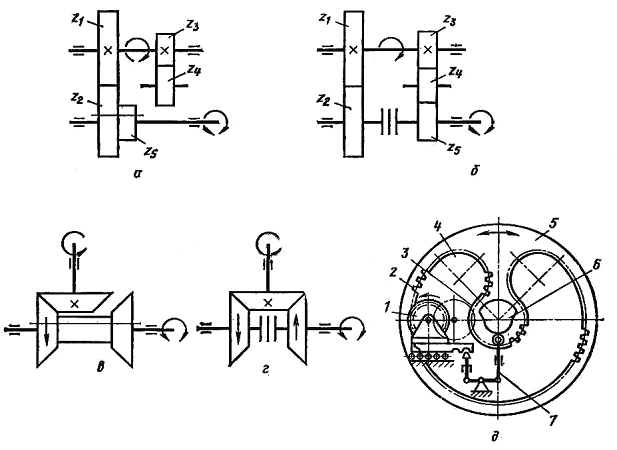
Рис.2.21. Реверсивные механизмы:
а ─ с передвижной шестерней; б ─ с фрикционной муфтой;
в, г ─ с коническими колесами; д ─ с составным колесом
Реверсивные механизмы с цилиндрическими колесами основаны на передаче вращательного движения от входного вала к выходному или через зубчатую передачу z1/z2 (рис. 2.21,а,б), или с использованием промежуточного колеса, т.е. z3/z4/z5. При этом управление реверсированием может осуществляться посредством передвижной шестерни (блок колес z2 – z5) или посредством кулачковой или фрикционной муфты с ручным или электромагнитным управлением.
Работа реверсивных устройств с коническими колесами основана на том, что два конических колеса, установленных на выходном валу, находясь в зацеплении с колесом входного вала, вращаются в противоположные стороны (рис. 2.21, в, г). Управление реверсированием обеспечивается или перемещением блока конических колес, или с использованием переключающей муфты.
Основной недостаток рассмотренных реверсивных механизмов – потеря некоторого количества движения в период переключения направления вращения. Поэтому при использовании таких механизмов во внутренних связях необходимо при выводе формулы настройки в уравнение кинематической цепи ввести соответствующий эмпирический коэффициент.
Указанный недостаток устранен в реверсивном механизме с составным колесом (рис. 2.21, д). Он состоит из ведущего колеса 1 и ведомого колеса, составленного из двух концентрических секторов внутреннего 2 и наружного 3 зацепления, соединенных между собой зубчатыми секторами 4 внутреннего зацепления. Все секторы составного колеса закреплены на торце колесе 5. Центр колеса 1 при зацеплении его с зубчатыми секторами 2 и 3 меняет положение от кулачка 6 через систему рычагов 7. Колесо 1 вращается с постоянной частотой в неизменном направлении, а колесо 5 изменяет направление вращения при неизменном зацеплении колеса 1 с зубчатыми секторами 2 и 3.
Реверсивный механизм с составным колесом используется во внутренних связях современных зубообрабатывающих станков для обработки конических зубчатых колес с прямыми и с круговыми зубьями.