

10.3.2. Стандарты Единой системы допусков и посадок
Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные параллельными плоскостями.
Все детали, из которых состоят соединения, узлы, агрегаты и машины, характеризуются геометрическими размерами. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т.д.) и делятся на номинальные, действительные и предельные. В машиностроении размеры указывают в миллиметрах.
О сновные
термины и определения установлены ГОСТ
25346— 89. Номинальный размер — размер,
который служит началом отсчета отклонений
и относительно которого определяются
предельные размеры: Обозначается
номинальный размер отверстия — DH
(D),
вала — dH
(d)
(рис. 10.2,а)
сновные
термины и определения установлены ГОСТ
25346— 89. Номинальный размер — размер,
который служит началом отсчета отклонений
и относительно которого определяются
предельные размеры: Обозначается
номинальный размер отверстия — DH
(D),
вала — dH
(d)
(рис. 10.2,а)
Номинальный размер является основным размером детали или их соединений (в соединении участвуют две детали — отверстие и вал). Его назначают исходя из расчетов деталей на прочность, износостойкость, жесткость и т.д. и на основании конкретных конструктивных, технологических и эксплуатационных соображений. В соединении две детали имеют общий номинальный размер. Значения номинальных размеров, полученных расчетным путем, следует округлять (как правило, в большую сторону).
Действительный размер — размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер обозначается для отверстия Ds, а для вала — dd.
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Границы предельных размеров, т.е. диапазон рассеивания действительных размеров, определяются наименьшим предельным размером (Dmi , d . ) и наибольшим предельным размером (Dmax,dmax), (см. рис. 10.2, а). Сравнение действительного размера с предельными дает возможность судить о годности деталей.
Посадкой называют характер соединения деталей, определяемый разностью между размерами отверстия и вала.
Если размер отверстия больше размера вала, то их разность называется зазором. Зазор обозначается буквой S, тогдаS = D-d.
Если размер отверстия меньше размера вала, то их разность называется натягом. Натяг обозначается буквой N, тогда N = d-D.
Допуск посадки — разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга TN в посадках с натягом), в переходных посадках допуск посадки - сумма наибольшего натяга и наибольшего зазора взятых по абсолютному значению:
max max'
или
TS= S - S ■ TN = N - /V ■ Тп - м _lc
max m,n> 'Vmax iVmin> 1" ~ /V— +
TS=TD+ Td; TN = TD + Td; Tn =TD + Td.
10.3.3. Стандарты отклонений формы и расположения поверхностей деталей
Прилегающая прямая — прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение наиболее удаленной от нее точки реального профиля в пределах нормируемого участка имело минимальное значение (рис. 10.9, а)..
Прилегающая окружность — окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения (рис. 10.9, б), или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 10.9, в).
 Прилегающая
плоскость
— плоскость,
соприкасающаяся с реальной поверхностью
и расположенная вне материала детали
так, чтобы отклонение наиболее удаленной
от нее точки реальной поверхности в
пределах
нормируемого участка
имело минимальное значение.
Прилегающая
плоскость
— плоскость,
соприкасающаяся с реальной поверхностью
и расположенная вне материала детали
так, чтобы отклонение наиболее удаленной
от нее точки реальной поверхности в
пределах
нормируемого участка
имело минимальное значение.
Прилегающий цилиндр — цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
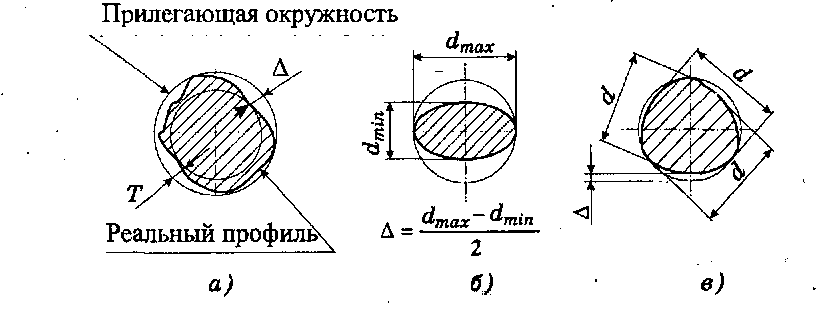
Комплексным показателем отклонения контура поперечного сечения цилиндрического тела является отклонение от круглости. Отклонение от Круглости — наибольшее расстояние от точек реального профиля до прилегающей окружности (см. рис. 10.10, а).
Допуск круглости — наибольшее допустимое значение отклонения от круглости. Поле допуска круглости — область на плоскости, перпендикулярной оси поверхности вращения или проходящая через центр сферы, ограниченная двумя концентрическими окружностями, отстоящими одна от другой на расстоянии, равном допуску круглости.
Ч астные
виды отклонений от круглости — овальность
и огранка. Овальность
— отклонение
от круглости, при котором реальный
профиль представляет собой овалообразную
фигуру, наибольший и наименьший
диаметры которой находятся во
взаимно-перпендикулярных направлениях
(рис. 10.10, б).
Огранка — отклонение
от круглости, при котором реальный
профиль представляет собой многогранную
фигуру. Огранка может быть с четным и
нечетным числом граней. Огранка с
нечетным числом граней характеризуется
равенством размера d
(рис. 10.10, в).
астные
виды отклонений от круглости — овальность
и огранка. Овальность
— отклонение
от круглости, при котором реальный
профиль представляет собой овалообразную
фигуру, наибольший и наименьший
диаметры которой находятся во
взаимно-перпендикулярных направлениях
(рис. 10.10, б).
Огранка — отклонение
от круглости, при котором реальный
профиль представляет собой многогранную
фигуру. Огранка может быть с четным и
нечетным числом граней. Огранка с
нечетным числом граней характеризуется
равенством размера d
(рис. 10.10, в).
Отклонение расположения поверхности или профиля называют отклонение реального расположения поверхности (профиля) от его номинального расположения. При оценке отклонений расположения отклонения формы рассматриваемых поверхностей и базовых элементов (обобщенный термин, под которым понимают поверхность, линию или точку) должны быть исключены из рассмотрения. При этом реальные поверхности заменяют прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей принимают оси, плоскости симметрии и центры прилегающих элементов.
Отклонение от параллельности плоскостей — разность наибольшего и наименьшего расстояния между прилегающими плоскостями в пределах нормированного участка (рис. 10.13, а). Полем допуска параллельности плоскостей называют область в пространстве, ограниченную двумя параллельными плоскостями, отстоящими одна от другой на расстоянии, равном допуску параллельности, и параллельными базе (рис. 10.13, б).

Отклонение от параллельности осей (прямых) в пространстве — геометрическая сумма отклонений от параллельности проекций осей (прямых) в двух взаимно перпендикулярных плоскостях; одна из плоскостей является общей плоскостью осей, т.е. плоскостью, проходящей через одну (базовою) ось и точку другой оси (рис. 10.13, в).
Отклонение от соосности относительно общей оси — это наибольшее расстояние между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей вращения на длине нормированного участка (рис. 10.13, е).
Торцевое биение (полное) — разность наибольшего и наименьшего расстояния от точек всей торцевой поверхности до плоскости, перпендикулярной базовой оси; оно является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси. Торцевое биение иногда определяют в сечении торцевой поверхности цилиндром заданного диаметра (рис. 10.14, б).
Допуски расположения или формы, устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми.
Зависимым называют переменный допуск расположения или формы, минимальное значение которого указывается в чертеже или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия). Зависимые допуски расположения или формы назначают главным образом в случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданными зазорами или натягами. Зависимые допуски обычно контролируют комплексными калибрами, являющимися прототипами сопрягаемых деталей. Эти калибры всегда проходные, что гарантирует беспригоночную сборку изделий.
 Независимым
называют
допуск расположения или формы, числовое
значение которого постоянно для всей
совокупности деталей, изготовляемых
по данному чертежу, и не зависит от дей
ствительных
размеров рассматриваемых поверхностей.
Например, когда необходимо выдержать
соосность посадочных гнезд под подшипники
качения, ограничить колебание межосевых
расстояний в корпусах редукторов и
т.п., следует контролировать собственно
расположение осей поверхностей. '
Независимым
называют
допуск расположения или формы, числовое
значение которого постоянно для всей
совокупности деталей, изготовляемых
по данному чертежу, и не зависит от дей
ствительных
размеров рассматриваемых поверхностей.
Например, когда необходимо выдержать
соосность посадочных гнезд под подшипники
качения, ограничить колебание межосевых
расстояний в корпусах редукторов и
т.п., следует контролировать собственно
расположение осей поверхностей. '