

1.7 Выбор оптимального варианта концентрации операций
Выбор оптимального ТП выполняют по трем критериям:
Фактическая станкоемкость процесса обработки;
Технологическая себестоимость;
Приведенные капитальные затраты и срок окупаемости.
Фактическая
станкоемкость в отличие от технологической
станкоемкости ТД
определяется
с учетом двух ограничений: простоев на
смену инструментов
![]() и простоев на устранение отказов
оборудования
и простоев на устранение отказов
оборудования
![]() ,
отнесенных к одной детали. Знак суммы
означает, что суммируются все простои
по техническим причинам за год:
,
отнесенных к одной детали. Знак суммы
означает, что суммируются все простои
по техническим причинам за год:
![]() (1.9)
(1.9)
![]() (1.10)
(1.10)
(Прим. «Черточка» означает, что все простои отнесены к одной детали).
Технологическая станкоемкость зависит от степени концентрации процесса. Эту зависимость можно представить в виде:
![]() (1.11)
(1.11)
 где Тд
- станкоемкость
обработки детали при концентрации
процесса х,
k
– число
простейших операций, на которые можно
разбить данный процесс (х
= m
для однопозиционного станка с m
инструментами (переходами);
где Тд
- станкоемкость
обработки детали при концентрации
процесса х,
k
– число
простейших операций, на которые можно
разбить данный процесс (х
= m
для однопозиционного станка с m
инструментами (переходами);![]() –
для многопозиционного станка с n
позициями и в среднем с m
инструментами на каждой позиции;
–
для многопозиционного станка с n
позициями и в среднем с m
инструментами на каждой позиции;
![]() -
для автоматической линии с «жесткой»
связью; tcp
– средняя
продолжительность простейшей операции
(перехода).
-
для автоматической линии с «жесткой»
связью; tcp
– средняя
продолжительность простейшей операции
(перехода).
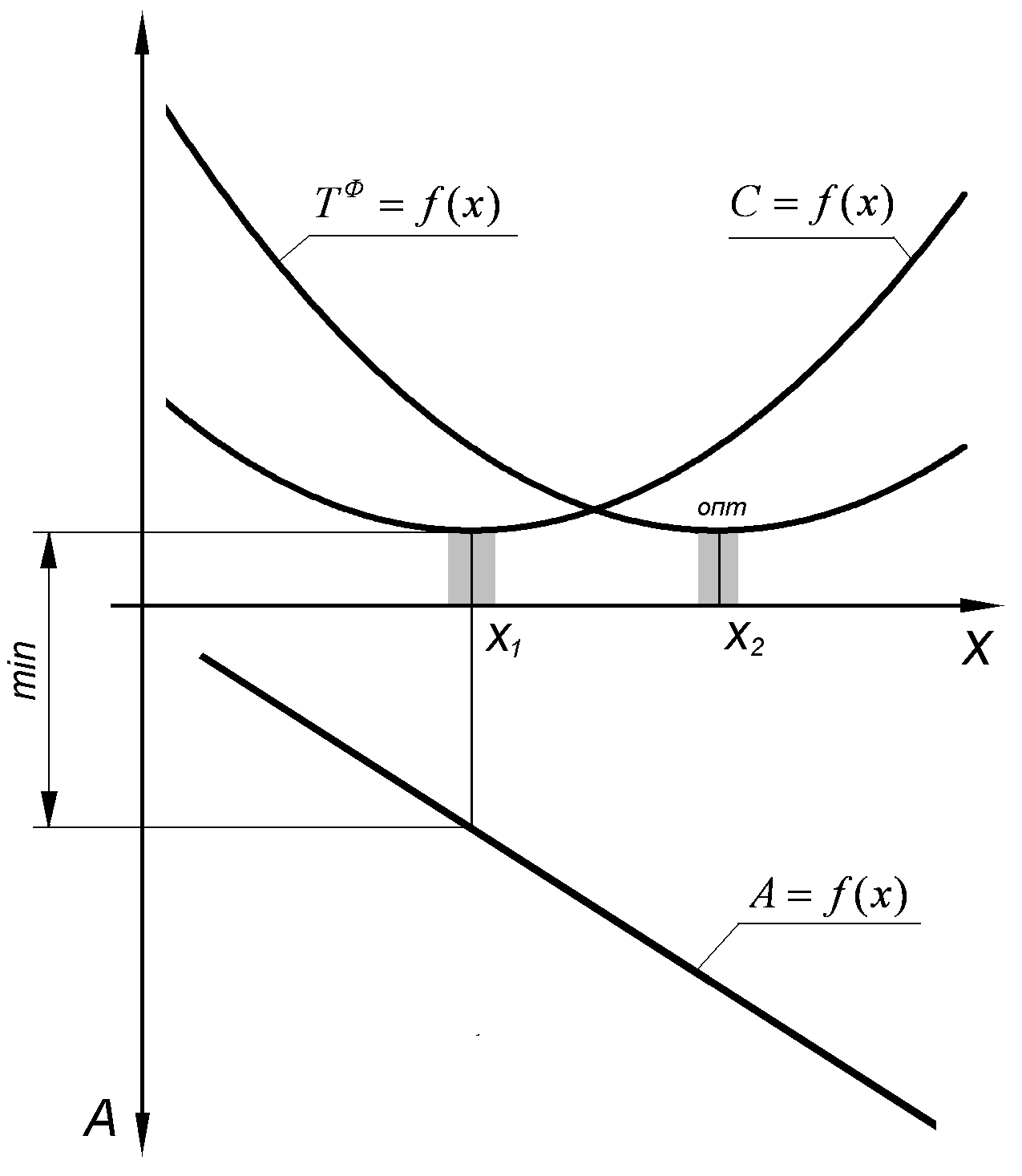
С увеличением концентрации технологическая станкоемкость уменьшается, а простои по техническим причинам возрастают
Рис.1.15 Взаимосвязи трудоемкости,
себестоимости и затрат со степенью
концентрации операций.
, поэтому зависимость
концентрации будет иметь оптимальное
значение на каком-то интервале xi..
Данный
интервал
определяет
зону вариантов концентрации с наибольшей
производительностью труда. Дальнейшее
увеличение концентрации не приводит к
снижению
![]() .
Напротив, в этом случае простои
оборудования и инструментов становятся
более значительными и фактическая
станкоемкость возрастает (Рис. 1.15).
.
Напротив, в этом случае простои
оборудования и инструментов становятся
более значительными и фактическая
станкоемкость возрастает (Рис. 1.15).
Себестоимость как один из критериев выбора вариантов концентрации ТП процесса складывается из следующих составляющих:
М - стоимости заготовки;
З - заработной платы рабочих занятых обработкой детали;
α - коэффициент амортизационных отчислений;
А - стоимости оборудования и оснастки;
И - стоимости инструмента;
N – годовой выпуск деталей.
Зависимость себестоимости имеет следующий вид:
![]() (1.12)
(1.12)
Критерий «приведенные капитальные затраты» К (характеризует единовременные капитальные затраты на одну изготовленную деталь с учетом ее себестоимости):
![]() (1.13)
(1.13)
Е – коэффициент
эффективности капитальных затрат,
определяемый сроком их окупаемости
![]() ;
;
где Р- срок окупаемости капитальных затрат (годы).
При использовании этого критерия на основе данных по стоимости оборудования строится зависимость A=f(x), которая совмещается с зависимостью C=f(x) Вариант, при котором сумма ординат этих зависимостей наименьшая, имеет минимальный срок окупаемости и считается оптимальным по критерию «приведенные капитальные затраты».
Практикой автоматизированного производства определены следующие рекомендации по применению критериев выбора варианта концентрации технологических процессов.
Критерии и С следует применять, когда концентрация и автоматизация осуществляются на базе действующего оборудования и не связаны с большими капитальными затратами. Если создаются новые техпроцессы и закупается новое оборудование, то более правильно применять критерии К и Р.