

Применение пр
В машиностроении исторически сложилось три области применения ПР. Первая область – в производствах опасных для жизни и здоровья человека (сварка, окраска, покрытия, термообработка). Вторая область – в производствах с тяжелым физическим трудом (кузнечно-прессовое и литейное, складирование и др.). Третья область – выполнение легких, но однообразных и утомительных циклических движений (загрузка оборудования, механообработка, контроль, транспортировка сборка и др.).
В третьей области применение роботов может быть автономным, встроенным в оборудование и групповым. Встроенные роботы составляют с оборудованием автоматизированный технологический комплекс, который называю технологическим модулем. Такие модули обеспечивают автоматизацию установки, обработки контроля и связи с транспортными потоками производства (см. главу I «Современные черты автоматизации»).
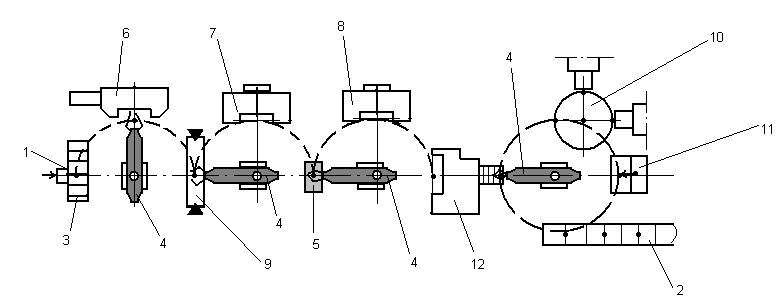
Рисунок 5.11 Схема РТК для механообработки вала – шестерни
На схеме обозначены: 1 – подводящий конвейер; 2 – отводящий конвейер; 3 – магазин-накопитель; 4 – роботы; 5 – стол; 6 – фрезерный станок; 7 и 8 – токарные станки; 9 – зацентровочный станок; 10 – агрегатный станок; 11 – контрольная станция; 12 – зубообрабатывающий станок
На рисунке 5.12 в качестве примера показано групповое применение ПР. Такое применение позволяет формировать роботизированные технологические комплексы (РТК), в которых ПР осуществляют межстаночное обслуживание и транспортирование заготовок. При этом число оборудования превышает количество роботов.
В отечественном машиностроении ПР стали применяться в начале 60х годов прошлого столетия. Массовое применение ПР в машиностроении относится к началу 80х годов. В автомобилестроении ПР получают применение в сварке кузовов, в кузнечно-прессовом и сборочном производстве. В эти годы парк отечественных ПР насчитывает более двух десятков наименований, среди которых наибольшее применение получили “Универсал”, “Циклон”, “Бриг”, МП – 11.
Однако в дальнейшем применение ПР становится более прагматичным, особенно с точки зрения их надежности. В настоящее время в автомобилестроении в основном применяются ПР зарубежных фирм. ПР шведской фирмы “ASEA” и итальянской фирмы “FIAT” применяются для сборки двигателей, зачистки заусенцев после литья картера редуктора, для установки дверей на кузове автомобиля. Роботы “KUKA” (Германия) обладают высокой маневренностью m=9…12, грузоподъемностью G=10…60…160 кг, точностью позиционирования δ=±0,5мм. Применяются на сборке автомобилей (установка колес), на сварке кузовов и на линии механообработки корпусных деталей. Роботы “Coman” (Италия), “Minimater” (Англия), “Пирин” (Болгария) широко применяются при сборке элементов электрооборудования и топливной аппаратуры, для окраски кузовов и загрузки оборудования.
Наибольшего совершенства достигли японские роботы “Toyota”, “Mitsubishi” и “Fanuk”. Точность позиционирования этих роботов составляет δ=±0,2мм. Они применяются на сборке агрегатов автомобилей (за 15 сек. выполняют 21 сборочную операцию, скорость перемещения схвата 5 м/сек), для окраски кузовов (скорость перемещения пистолета 1,2 м/сек, за 1 сек покрывается площадь 2,4 м2 , смена краски в течении 10 сек).
Многолетняя практика автоматизации технологических процессов в машиностроении позволила сформулировать следующие рекомендации в части применения ПР:
Роботы в производственных условиях должны непросто заменять труд человека, они должны выполнять технологические движения лучше и быстрее человека.
Экономическую эффективность применения ПР следует оценивать по качеству и себестоимости выпускаемых моделей и рассматривать ее в комплексе с оборудованием и другими средствами автоматизации.
Роботизированное производство является одним из звеньев комплексной автоматизации в машиностроении. Поэтому развитие ПР нельзя отрывать от развития других средств автоматизации.