

3.7 Бзу крючкового типа

Рис.3.17 Схема крючкового БЗУ
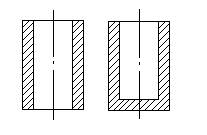
Предназначен для автоматической подачи заготовок типа колпачков трубок. Заготовки загружаются в предбункер 1, откуда в необходимом количестве подаются в бункер 2 с помощью заслонки 3. На диске 4 по периферии установлены крючки 5. При вращении диска крючки проходят через массу заготовок и, захватив по одной заготовке, переносят их в ориентированном положении в отводной лоток 6.
Для увеличения
вероятности захвата в зоне захвата
выполнена канавка, обеспечивающая
установку заготовок в требуемом положении
перед захватом их крючками. Расстояние
между крючками «m»
следует принимать
![]() ,
,
где l и d- длина и диаметр заготовки.
Количество крючков на диске обычно принимают z= 8…12 шт.
Производительность бункера определяется по формула
![]() ,……
….(3.51),
,……
….(3.51),
где V- окружная скорость движения захватов, м/сек;
z- количество крючков;
D- диаметр по захватам, м;
-
коэффициент вероятности захвата (
![]() 0,5)
0,5)
Q- 120…150 шт/мин
или
![]() ,
V
–м/мин (3.52)
,
V
–м/мин (3.52)
Скорость V принимается с учетом двух условий. Она должна иметь определенное значение, чтобы крючки могли захватить заготовку, а заготовка имела возможность сбрасываться в необходимом месте.
 ,
,
где
![]() угол начала спада заготовки с крючка
угол начала спада заготовки с крючка
Угол оборотов диска
![]() ,
об/мин (3.53)
,
об/мин (3.53)
Из формулы (3.51) следует, что с увеличением диаметра D производительность должна уменьшаться. Однако чем больше D, тем можно расположить большее количество захватных органов z и, следовательно, при заданной окружной скорости потребуется меньшее число оборотов диска ( в минуту) с крючками. Это повышает коэффициент захвата .
Минимальный радиус
R
захватов следует брать из условия
хорошей проходимости заготовок длиной
![]() в криволинейном лотке.
в криволинейном лотке.
Рекомендуется
![]() .
.
В устройствах подобного типа осуществляется одновременно захват и двойная или первичная ориентация заготовок в зависимости от их конструкции.
первичная двойная
Рис. 3.18
Для различных
конструкций заготовок будут различными
и
![]() .
.
3.8 Бзу с шиберным (ножевым) захватом
Применяются для подачи болтов, валиков, винтов, заклепок. Более производительные бункера с параллельным расположением шибера (ножа) и лотка (транспортера).


Рис. 3.19 Схема шиберного БЗУ
шибер, 2-направляющие,
3-отводной лоток, 4-бункер
5-сбрасыватель
Загруженные в бункер заготовки захватываются шибером, движущимся возвратно-поступательно, и поднимаются к приемнику лотка.
Шибер в верхней части имеет скос под углом , благодаря которому в нижнем положении он захватывает порцию заготовок, а в верхнем-заготовки сбрасываются на лоток (транспортер). В приемнике лотка имеется щель длиною L, в которую западают заготовки, имеющие требуемую ориентацию. Благодаря наклону приемника под углом 1 заготовки под действием собственного веса перемещаются в лоток-накопитель. На пути перемещения заготовок установлен сбрасыватель, удаляющий обратно в бункер не запавшие в щель приемника заготовки. Шибер перемещается в направляющих, к которым крепится бункер.
Производительность шиберного БЗУ может быть определена по формуле:
Q= m n η шт/мин (3.54),
где m = L / l – число заготовок, которые умещаются в щель приемника;
l – габаритный размер заготовки;
n – число двойных ходов шибера в минуту;
η – коэффициент заполнения щели;
Коэффициент заполнения весьма стабилен η = 0.4 … 0.5 , если z > m , где z – число подаваемых ножом заготовок. Обычно z = (1.2 … 1.3) m. Исходя из этих соображений конструктивные размеры рабочих механизмов следует определять по зависимостям: γ = 50° ; a = (2.5 … 3) d ; L = (8… 10) l ; b = 1.1· d, где b – ширина щели.
Режим работы шиберных БЗУ характеризуется скоростью поступательного движения шибера, что оценивается n. Расчетное значение nрасч. принимается исходя из обеспечения заданной производительности Q. Однако nрасч. следует сопоставить с nmax, которое ограничивается двумя условиями:
Время выхода заготовок из приемника t должно быть меньше времени перемещения шибера за один рабочий цикл
![]() ,
сек
(3.55)
,
сек
(3.55)
где j- ускорение заготовок при их движении по паз приемника, определяется из условия равновесия заготовки под действием силы веса G, силы трения F и движущей силы-силы инерции mj (рис.3.20)

Рис.3.20 Схема действия сил на заготовку при движении по пазу приемника под углом α
Уравнение равновесия имеет вид:
mj=mgSinα-mgCosα·f (3.56),
откуда j=g(Sinα-f·Cosα), м/сек2 (3.57)
Поскольку n= 60/t, то
nmax1=
60![]() (3.58)
(3.58)
Инерциальная сила в конце хода шибера должна быть меньше силы, способной оторвать заготовку от ножа и сбросить ее обратно в бункер. Это будет иметь место, если j< g. Придельный случай j=g (nmax2).
Следует иметь ввиду, что при увеличении n условия захвата заготовок и западания в щель приемника ухудшаются, что приводит к снижению и .
Существенное
влияние на производительность данного
ЗУ оказывает форма бункера и в особенности
угол наклона днища
![]() .
Для создания условий, обеспечивающих
преимущественную ориентацию заготовок,
угол
должен быть наименьшем. Но для устранения
возможности заклинивания заготовок
при движении шибера вниз должно быть
выдержано условие:
.
Для создания условий, обеспечивающих
преимущественную ориентацию заготовок,
угол
должен быть наименьшем. Но для устранения
возможности заклинивания заготовок
при движении шибера вниз должно быть
выдержано условие:
=2![]() ,
,
где - угол трения. Рекомендуется =2 +(5…10°). Расположение сбрасывателя (расстояние Н) принимается исходя из двух взаимно противоположных факторов. С одной стороны, сбрасываемые заготовки не должны попадать в зону западания, с другой- они должны попадать в загрузочное пространство. Следовательно, с одной стороны, сбрасыватель следует удалять от щели, с а другой удаление сбрасывателя приводит к увеличению габаритов бункера и хода шибера. Исходя из этого рекомендуется Н 1,5R, где R-радиус сбрасывателя.
Ход шибера при l < 8d,
S
= (L+![]() )
)![]() +
5 мм (3.59)
+
5 мм (3.59)