

3.2 Дисковые бзу
Дисковые БЗУ являются наиболее распространенным видом БЗУ с механизмом захвата. Эти БЗУ обеспечивают автоматическую подачу и ориентацию мелких заготовок различной конфигурации с достаточно большой производительностью. Кроме этого, дисковые БЗУ имеют простую конфигурацию, надежны в работе и удобны в эксплуатации.
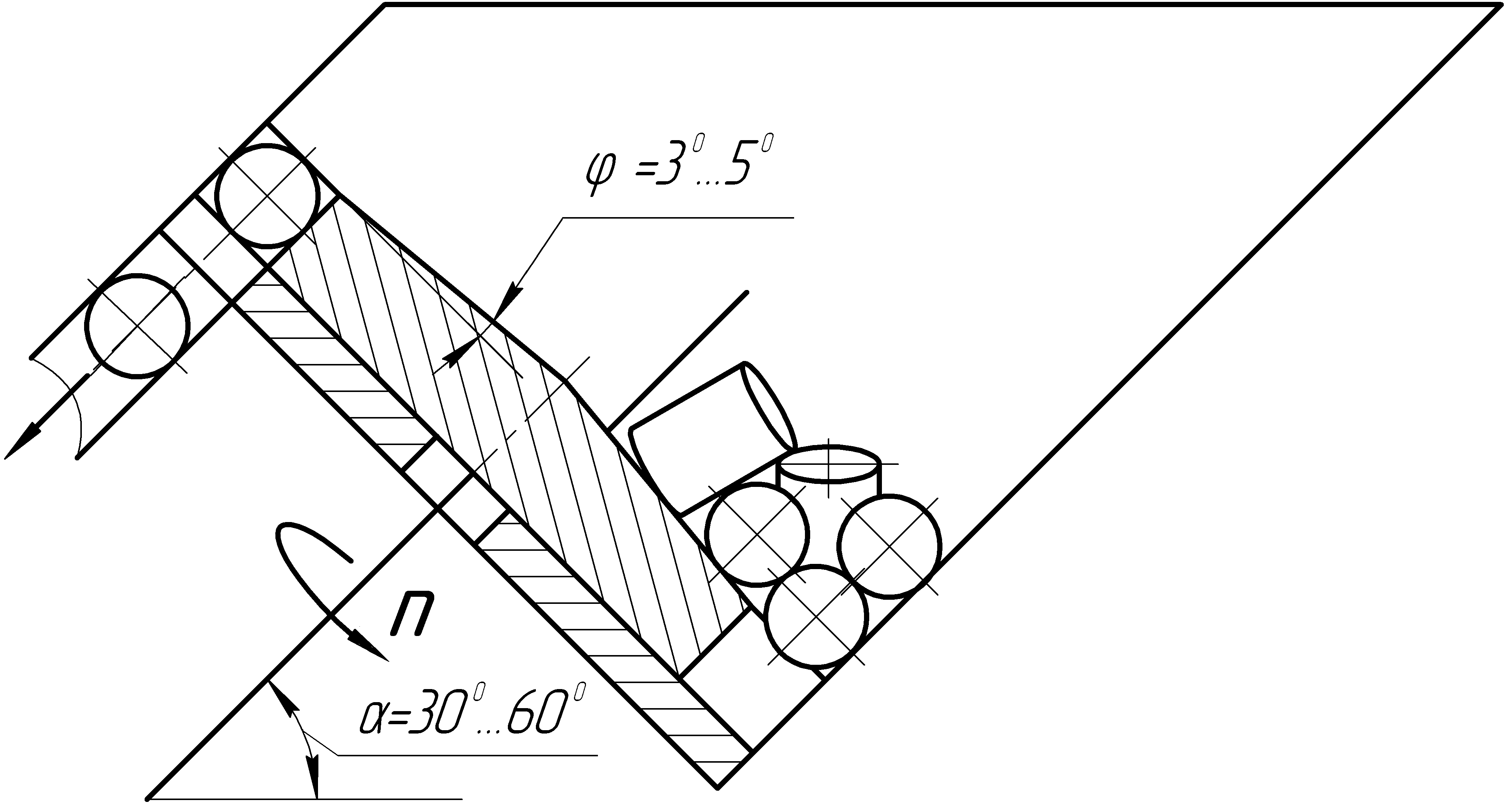
Схема дискового
БЗУ представлена на рисунке 3.6. Захватный
орган в виде диска, по периферии которого
равномерно выполнены пазы, карманы.
Пазы могут иметь тангенциальное
расположение, радиальное и располагаться
по хорде. Чтобы организовать зону захвата
бункер и диск устанавливают под углом
![]() ,
таким образом, основная масса деталей
собирается в зоне захвата и поштучно
выноситься пазами под верхнее положение.
В верхнем положении детали через окно
в днище выпадают в магазин.
,
таким образом, основная масса деталей
собирается в зоне захвата и поштучно
выноситься пазами под верхнее положение.
В верхнем положении детали через окно
в днище выпадают в магазин.
Расположение деталей на диске:
Перпендикулярно плоскости По радиусу диска По хорде диска
 диска.
диска.
![]()
![]()
![]()

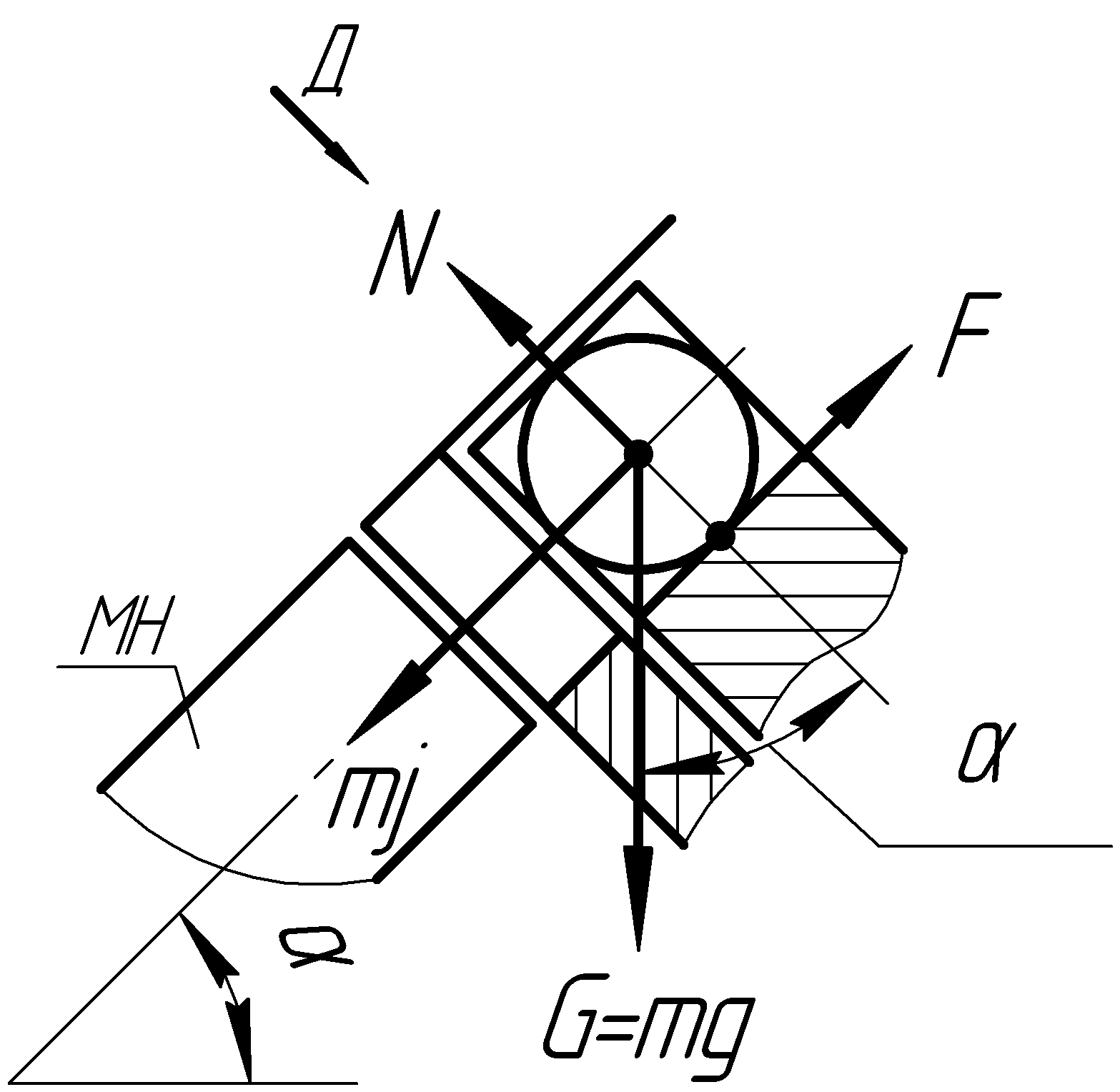
Рис. 3.6 Схема дискового БЗУ: 1 – Права часть МН; 2 – приемное окно.
Плюсы:
высокое значение коэффициента захвата
![]() ,
надежная работа, простая конструкция.
,
надежная работа, простая конструкция.
Расчет дискового БЗУ рассмотрим на примере, когда пазы на диске выполнены по хорде. В этом случае
![]() (3.6)
(3.6)
Выполнение этого условия обеспечивает свободное западание в паз одной заготовки с габаритными размерами «l» и «d».Ширина паза принимается равной Н=(1,2…1,5)d, а глубина – В= (1,1…1,2)d (рис.3.6).
При расчете дисковых БЗУ обычно задается производительность и известным является параметр заготовки ld. Расчет начинается с того, что принимается коэффициент вероятности захвата равным 0,4…0,6, диаметр диска D =(20…25)d.
Угол наклона диска должен быть больше угла трения между заготовками и диском. Обычно (2…4)max , что соответствует =25…40 и подтверждается практикой эксплуатации дисковых БЗУ (рис. 3.7).

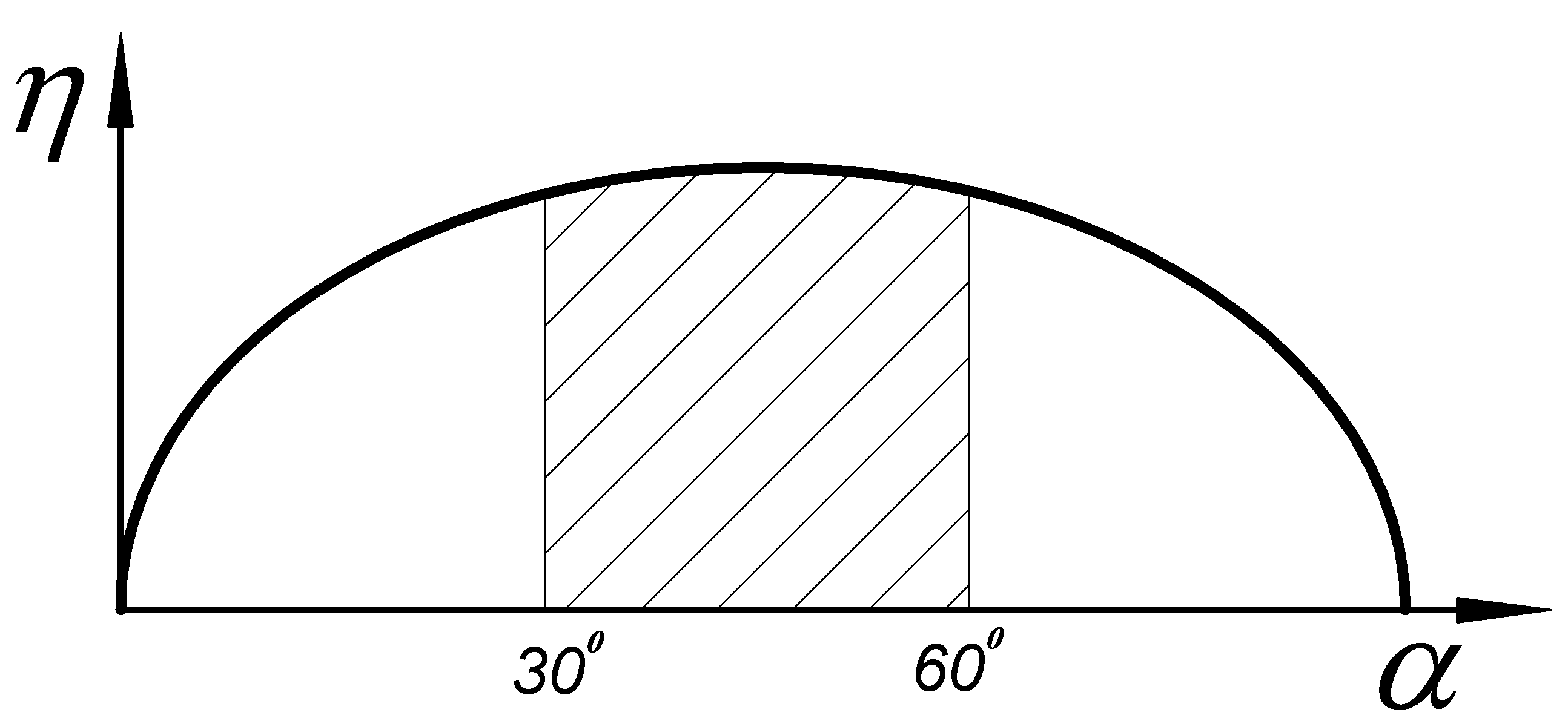
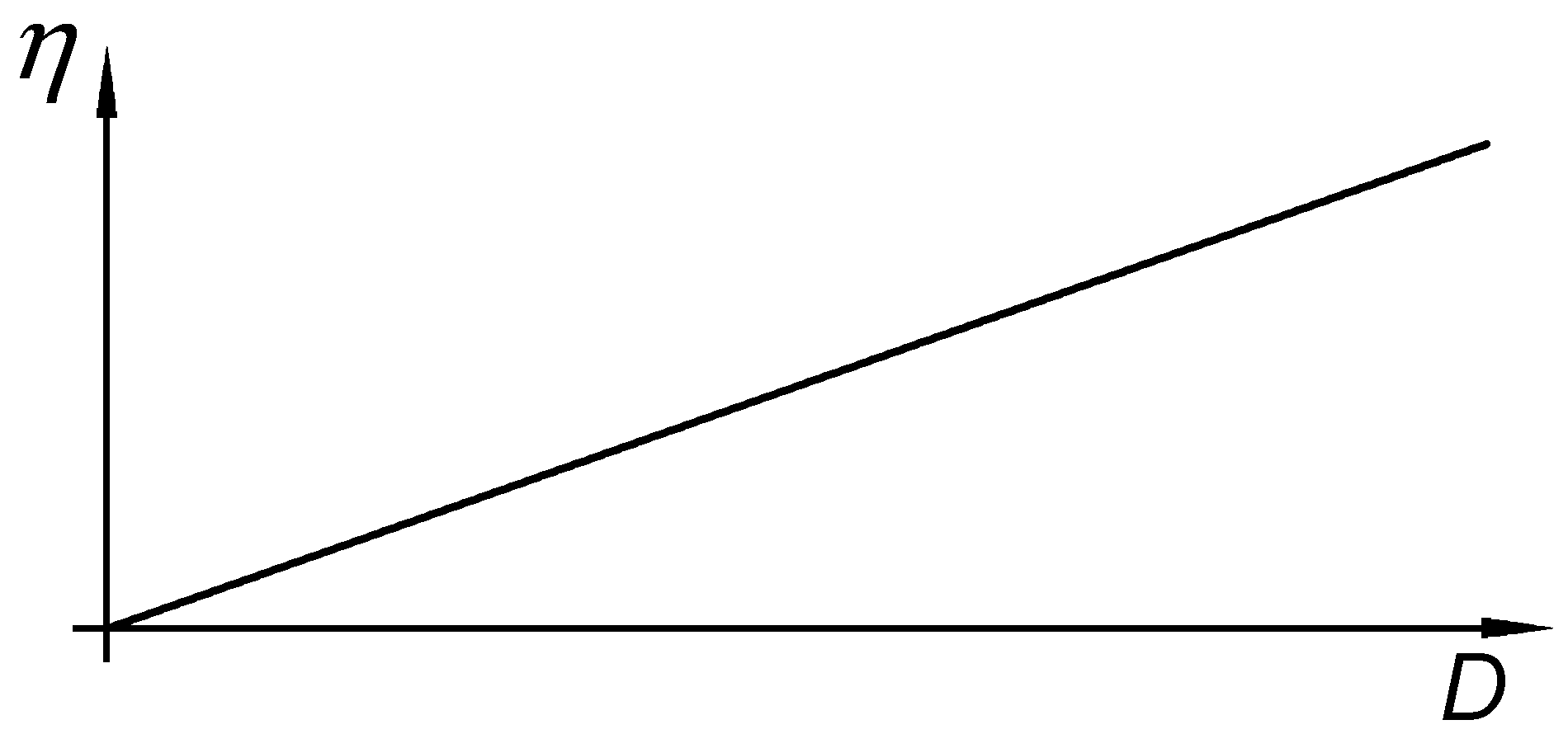
Рис. 3.7 Экспериментальные зависимости для дисковых БЗУ с карманами по хорде.
Что касается диаметра диска D, то его увеличение оказывает положительное влияние на коэффициент (уменьшается кривизна траектории движения пазов в зоне захвата). Однако при этом возрастает потребность во внешней энергии. Далее из формулы производительности
![]() (3.7)
(3.7)
определяется частота вращения диска «n» и окружная скорость пазов:
![]() (3.8),
(3.8),
где D – диаметр диска в мм.
Количество пазов определяется по формуле
![]() (3.9),
(3.9),
где L+L – шаг расположения пазов;
L d - толщина стенки между пазами.
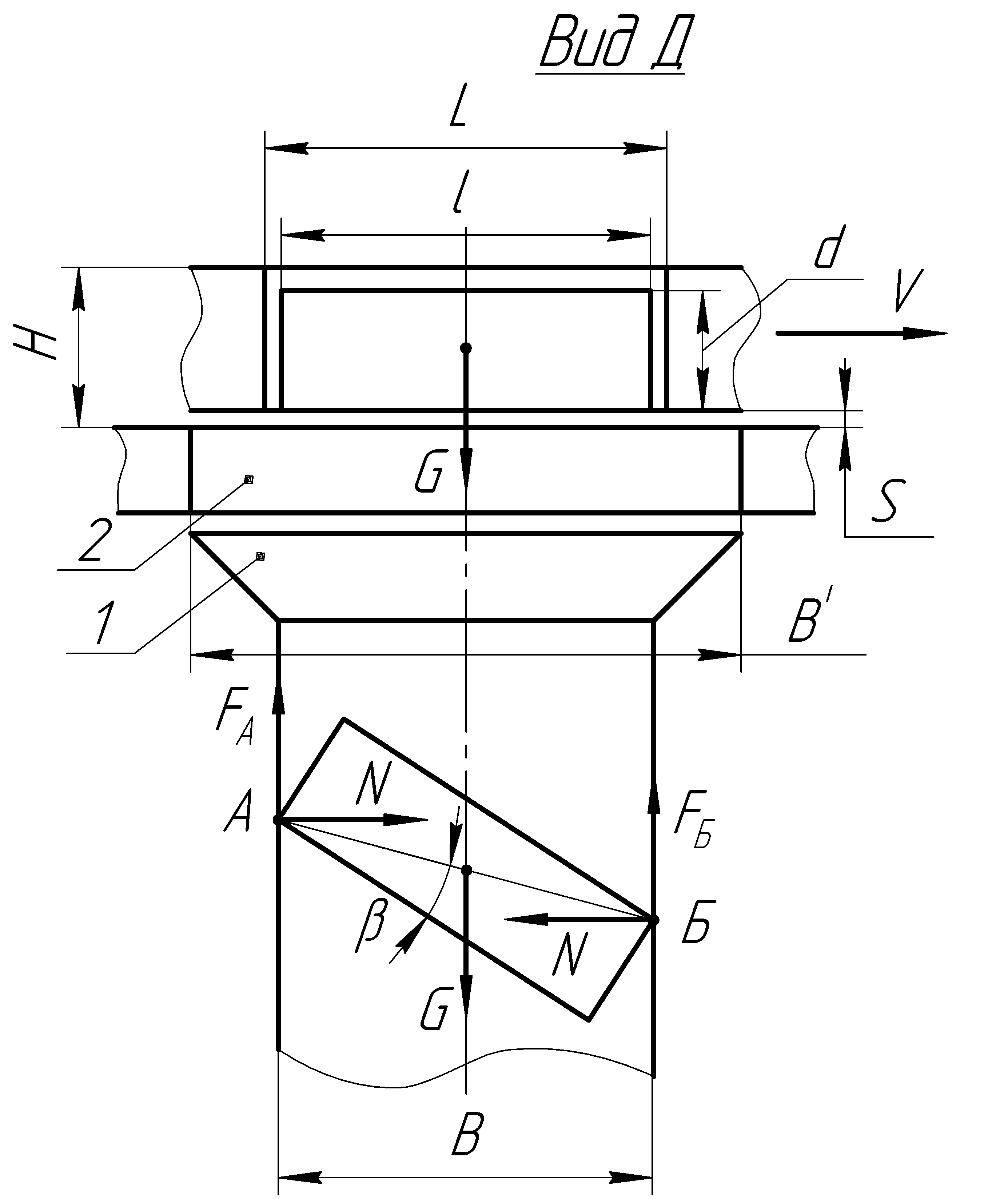
Полученная окружная скорость проверяется на vмах, так как должно vvмах , где vмах максимально допустимая скорость при =0 и Qр =0. Для этого рассматриваются схемы действия сил на заготовку и ее положение в момент выпадения через окно в днище бункера МН (рис. 3.6). Максимально допустимая скорость Vмах определяется из условия свободного выпадения заготовки из паза магазина-накопителя:
![]() (3.10),
(3.10),
где t – время прохождения заготовки длиной «l» окна в днище бункера длиной В. Это время определяется через ускорение заготовки в момент ее выпадения из окна диска:
![]() (3.11),
(3.11),
где S – монтажный зазор между диском и днищем бункера.
Ускорение заготовки в момент ее выпадения определяется из уравнения равновесия заготовки. В момент выпадения на заготовку действуют:
- сила веса mg
- сила трения Fтр=fN
- сила инерции mj
Уравнение равновесия имеет вид:
![]() (3.12),
(3.12),
Учитывая, что
![]() (3.13),
(3.13),
получим
![]() (3.14),
(3.14),
где N - нормальная реактивная сила от составляющей силы веса заготовки.