

2.3.2 Числовые показатели безотказности
Рассмотренные выше функции распределения достаточно объективно характеризуют безотказность. Однако для их получения требуется длительная и большая работа. Во многих практических задачах нет необходимости полностью характеризовать безотказность. Часто достаточно указать отдельные числовые параметры, которые компактным образом выражают наиболее существенные черты безотказности и проще в определении.
Такими показателями
являются наработка на отказ
![]() и
опасность отказа
и
опасность отказа
![]() .
.
Наработкой на отказ называется среднее время безотказной работы линии. Определяется за достаточно длительный период наблюдений.

Рис. 2.16 Определение взаимосвязи и R(t)
Допустим, ведется наблюдение за работой N одинаковых установок и фиксируется время работы до отказа каждого станка рi где i= 1….N.
При решении практических задач надежности машин обычно случайные события (отказы) отождествляют со случайными величинами. Это позволяет наработку на отказ определять как математическое ожидание случайной величины:
![]() (2.35),
(2.35),
где
![]() - время работы до отказа i-го
станка.
- время работы до отказа i-го
станка.
При достаточно большом N имеем:
![]() =
=
![]()
Выразим наработку
на отказ
![]() через функцию надежности.
через функцию надежности.
По результатам наблюдений можно построить график зависимости относительной частоты работающих станков от времени:
![]() (2.36)
(2.36)
Рассматривается время наблюдения до момента отказа последнего станка (рис. 2.16). При достаточно большом N эта зависимость близка к функции надежности R(t).
Для пояснения этого перехода сделаем небольшое отступление. На практике вероятность случайного события определяется как относительная частота. При большом числе событий относительная частота события и его вероятность практически одно и тоже.
Например, из
графика (рис.2.16) следует, что вероятность
R(ti)
безотказной работы N=16
станков и относительная частота
![]() работоспособных
установок на данный
момент времени практически одинаковы
и для нашего случая составляют:
работоспособных
установок на данный
момент времени практически одинаковы
и для нашего случая составляют:
![]()
Это означает, что после момента времени ti продолжали работать 4 установки из 16. Это утверждение основано на следующем. Во-первых, замечено, что чем больше вероятность события, тем чаще оно происходит. Во-вторых, относительная частота события при многократном повторении испытаний обладает определенной устойчивостью значений, которая, как и вероятность события, отражает степень его объективной возможности. Например, относительная частота появления «n» годных деталей из общего числа N обработанных оказалась равной n/N =0,8. При повторении испытания с другими партиями этих деталей результат также близок к 0,8, так как условия обработки не изменились.
Далее время работы
N
станков t0
разделим на j-интервалов
одинаковой продолжительности t.
Число интервалов должно быть равно
количеству станков, т.е. j=1….N.
В результате получаем распределение
работающих станков n(tj)
по интервалам. Например, в первом
интервале безотказно работали
![]() ,
так как за время t1
произошло 3 отказа, на втором интервале
,
так как за время t1
произошло 3 отказа, на втором интервале
![]() так
как за время t2
произошло
еще 3 отказа и так далее.
так
как за время t2
произошло
еще 3 отказа и так далее.
Очевидно, что
![]() будет представлять собой время безотказной
работы станков на j-ом
интервале. Теперь, согласно уравнению
(2.29) можем записать:
будет представлять собой время безотказной
работы станков на j-ом
интервале. Теперь, согласно уравнению
(2.29) можем записать:
 (2.37)
(2.37)
Отношение
![]() есть относительная
частота случайного события n(tj),
которая при достаточно большом N
представляет собой вероятность
безотказной работы станков на j-ом
интервале времени наблюдения:
есть относительная
частота случайного события n(tj),
которая при достаточно большом N
представляет собой вероятность
безотказной работы станков на j-ом
интервале времени наблюдения:
![]() R (tj)
(2.38)
R (tj)
(2.38)
Тогда получим:
![]()
![]() (2.39)
(2.39)
При N
и
![]() это выражение принимает вид:
это выражение принимает вид:
![]()
![]() (2.40)
(2.40)
Таким образом, наработка на отказ для линии как системы машин соответствует площади под функцией надежности (рис. 2.14).
Из формулы (2.40) следует, что наработка на отказ должна быть каким-то образом связана с параметром функции надежности .
Ранее было сделано допущение, что поток отказов стационарный, т.е. на длительном периоде времени = Const. На чем основано такое допущение?
Многочисленные наблюдения за работой оборудования показывают, что зависимость параметра от времени работы имеет три характерных участка (рис.2.17).
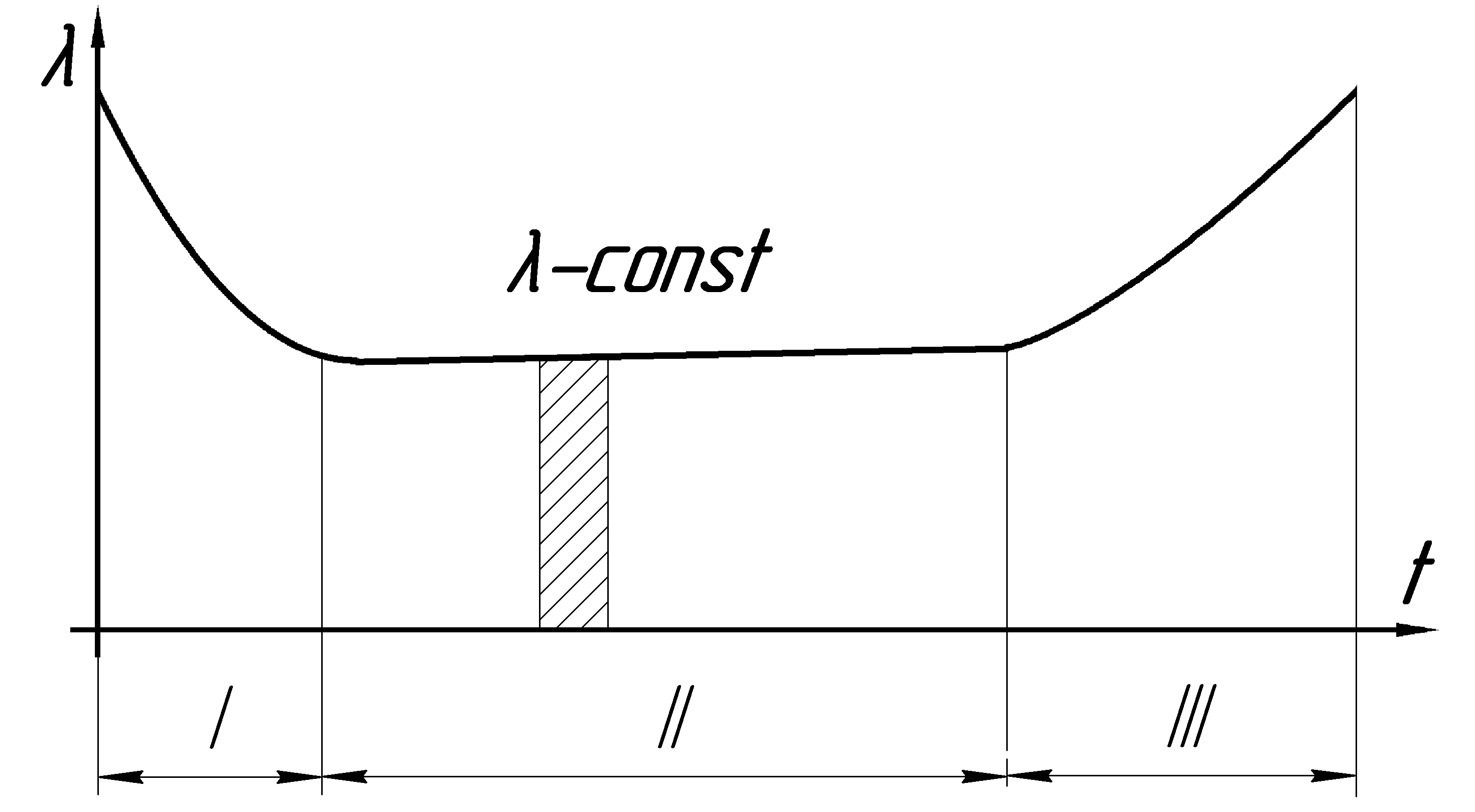
Рис. 2.17 Зависимость параметра
от времени
На первом участке наблюдается повышенная частота появления отказов с интенсивным их сокращением (период приработки). Второй период - это период нормальной работы линии, который характеризуется наибольшей длительностью и наибольшей интенсивностью роста частоты появления отказов. Третий период – период катастрофического износа. Обычно в расчетах рассматривают период нормальной эксплуатации и принимают (t) = = Const. Тогда получаем очень важный для практики вывод:
![]() (2.41)
(2.41)
Например, если =0,0002 мин-1, то р=5000 мин, т.е. за межремонтный период среднее время работы линии между двумя очередными отказами составляет примерно 83 часа (примерно 2 недели при семичасовом режиме работы).
Опасность отказа. В реальных условиях эксплуатации линий параметр в относительно короткие промежутки времени t принимает различные значения. Причем диапазон этих значений может быть достаточно велик. Поэтому для оценки надежности на небольшом интервале времени и для сравнения надежности в разных временных интервалах применяется второй числовой показатель безотказности, который называется опасностью отказа (t).
Числовой показатель безотказности (t) определяется на основе аксиомы условной вероятности. Согласно этой аксиоме вероятность события «А» при условии, что произойдет событие «В» равна вероятности событий «А» и «В», деленной на вероятность события «В»:
Р(А/В)= Р(АВ)/Р(В) (2.42)
Данная аксиома находит применение, когда решается следующая задача надежности. Линия проработала безотказно время t. Какова вероятность, что отказа на интервале t при дальнейшей работе.
Для решения этой задачи период времени t+ t через t1. Тогда событием А будет вероятность безотказной работы линии в интервале времени «t- t1» , событием В – вероятность безотказной работы в период от нуля до t. Событием «А-В» будет вероятность безотказной работы на интервале «0-t1». Для данной задачи аксиома условной вероятности примет вид:

Рис. 2.18 Определение параметра (t)
R(t,t1)
=
 (2.43)
(2.43)
Учитывая, что
F(t, t + t) = 1- R(t, t+t)= 1- R(t, t1) (2.44)
получим
F(t,
t + t)=
1 -
 =
=
 (2.45)
(2.45)
Из уравнения (2.46) следует, что опасность отказа как числовой показатель представляет собой плотность условной вероятности, т.е. отношение величины изменения значений функции надежности за короткий интервал времени t= t1 – t к значению этой функции на время t (рис. 2.19):
![]() =
=
 (2.46)
(2.46)
Эта локальная
характеристика надежности на практике
определяется следующим образом .
Воспользуемся результатами наблюдения
за работой N
станков, которые представлены на рисунке
2.17 в виде графиков
=f
(t)
и R(t).
Возьмем фрагмент этих графиков в
интервале j=5
равным t
=t1
– t
(рис.2.19), из которого следует, что R(t)
=
и R(t
+t)
=
![]() .
Тогда
.
Тогда
=
 (2.47)
(2.47)

Рис. 2.19 Статистическая оценка
где n(t) - число работающих станков на интервале времени t;
n(t +t) – число работающих станков на интервале t1;
n – число отказов за интервал времени t.
Таким образом,
 определяется как
отношение интенсивности отказов на
коротком интервале времени к числу
безотказно работающих станков в начале
этого интервала. Допустим t
= 1 час, тогда в нашем случае n
= 2, n(t)
= 8 и
=28*1=
0,25 час-1.
определяется как
отношение интенсивности отказов на
коротком интервале времени к числу
безотказно работающих станков в начале
этого интервала. Допустим t
= 1 час, тогда в нашем случае n
= 2, n(t)
= 8 и
=28*1=
0,25 час-1.
Обратимся к другому примеру, который носит сравнительный характер. Допустим, при t= 0 начали работать N станков. В течение 1 часа работы вышли из строя 50 станков. Проходит 30 часов работы. Работают 50 станков. Через час вышли из строя 5 станков. На каком интервале времени t1 или t2 надежность выше.
По условию задачи: при t = 0 число станков N= 1000
t = 1час n= 50 станков, n(t1) =1000 станков
тогда
(t1)=
 =
0,05
час-1
=
0,05
час-1
при t2 = 30 час и n(t2) = 50 станков
тогда
(t2)=
 =
0,10 час-1
=
0,10 час-1
Ответ: надежность выше на первом интервале, так как на этом интервале опасность отказа меньше.