

2.1.3 Линии непрерывного действия
По принципу действия линии делят на две группы: линии циклического действия (ЛЦД) и непрерывного действия (ЛНД).
Отличительным признаком ЛЦД является периодичность перемещения объема производства по линии и цикличность работы линии, когда все элементы цикла (установка, подвод инструмента, обработка, снятие детали, транспортировка) выполняются последовательно, не перекрываясь во времени. Причем если не наступил второй элемент, то и третий не наступит. Для ЛЦД характерны потери времени на холостые ходы. Однако эти линии имеют большие технологические возможности, т.к. позволяют обрабатывать самые разнообразные детали и собирать разные агрегаты машин. Поэтому основной парк автоматических линий в машиностроении – это линии циклического действия.
ЛНД создаются на базе роторных линий. Их часто называют роторными линиями. Основу роторных линий составляют рабочие (технологические) роторы, которые связываются между собой транспортными роторами. Загрузка и разгрузка линии осуществляется с помощью одноименных роторов (рис. 2.6 б).

а)
б)
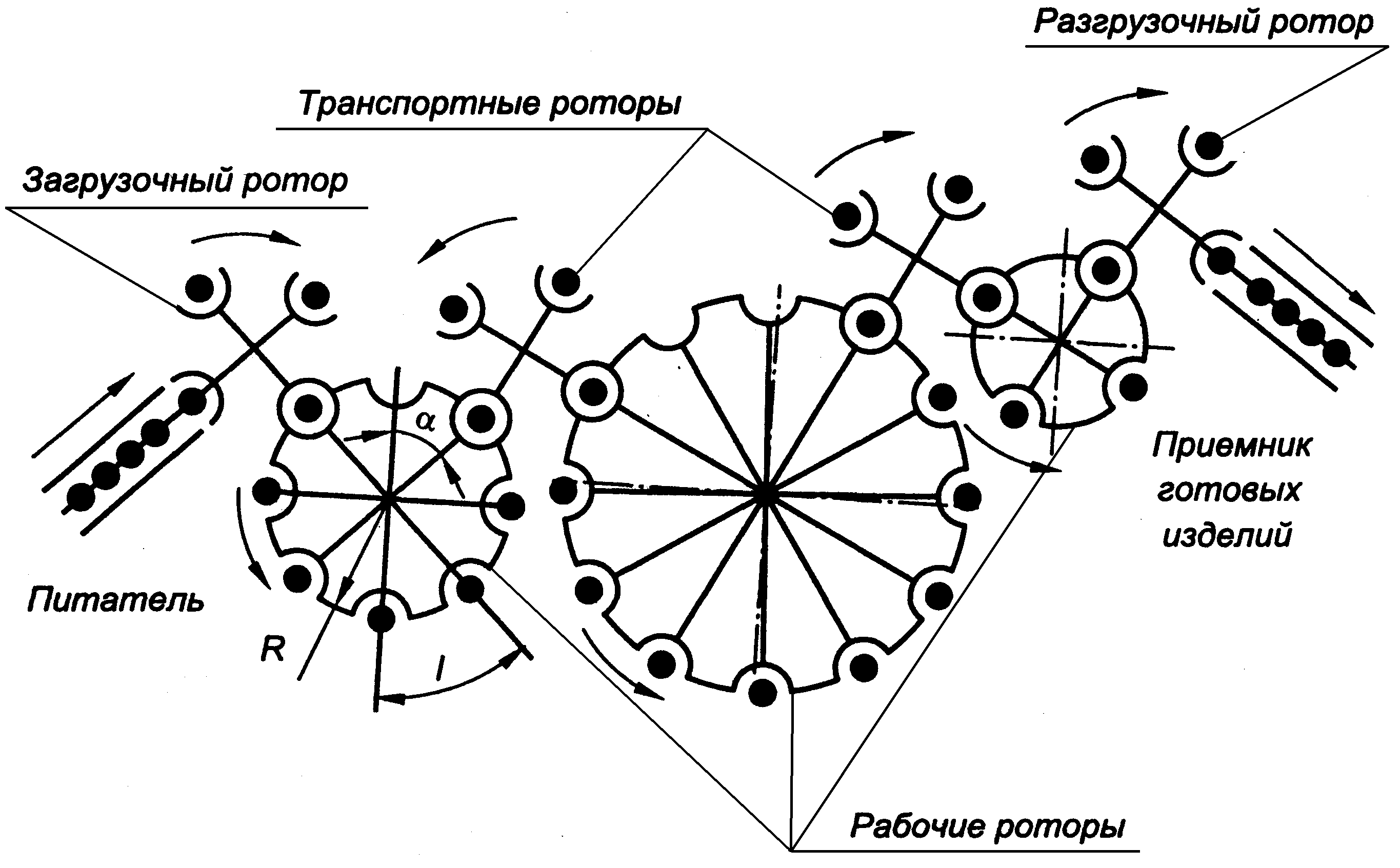
Рис.2.6 а - схема работы, б - кинематическая схема роторной линии
Рабочий ротор (рис. 2.6 б) представляет собой непрерывно вращающийся стол. По периферии стола устанавливаются объекты производства. Над столом в строгом соответствии с объектами производства располагаются инструментальные блоки. Инструментальные блоки вращаются синхронно со столом и в рабочей зоне под действием неподвижного копира получают технологические движения. В результате на рабочем роторе инструментальные блоки, следуя один за другим, последовательно выполняют одну и ту же операцию. При работе линий объект производства перемещается непрерывно, последовательно от одного технологического ротора к другому.
Производительность рабочего ротора определяется промежутком времени между двумя объектами производства, сходящими с ротора:
![]() ;
;
![]() (2.1)
(2.1)
Т – время между выходом смежных изделий с ротора;
l- расстояние между смежными инструментальными блоками;
V – скорость перемещения инструментальных блоков;
![]() –
угол между соседними инструментальными
блоками (рад).
–
угол между соседними инструментальными
блоками (рад).
Роторные линии
являются линиями с «жесткой» связью,
на которых объект производства непрерывно
перемещается от одного рабочего ротора
к другому с постоянной окружной скоростью.
Поскольку скорость перемещения объектов
производства постоянна и если произведение
![]() на каждом роторе будет постоянным, то
на роторных линиях с «жесткой» связью
с непрерывным перемещением объектов
производства можно объединять операции
с различной продолжительностью. Тогда,
чем больше время операции, тем больше
габариты ротора и больше инструментальных
блоков на нем. Необходимая производительность
ротора обеспечивается увеличением
количества инструментальных блоков,
т.е. уменьшением угла .
на каждом роторе будет постоянным, то
на роторных линиях с «жесткой» связью
с непрерывным перемещением объектов
производства можно объединять операции
с различной продолжительностью. Тогда,
чем больше время операции, тем больше
габариты ротора и больше инструментальных
блоков на нем. Необходимая производительность
ротора обеспечивается увеличением
количества инструментальных блоков,
т.е. уменьшением угла .
Однако, основное достоинство роторных линий состоит в том, что они имеют высокую производительность. Она достигается за счет следующих факторов:
Инструментальные блоки совершают только простейшие возвратно-поступательные движения и поэтому могут выполнять только элементарные операции, станкоемкость которых мала;
На рабочих роторах можно устанавливать достаточно большое количество инструментальных блоков, которые работают с последовательной концентрацией элементарных операций;
Технологические операции выполняются с минимальными потерями времени на холостые хода, так как объект производства непрерывно перемещается по линии;
Жесткая связь между рабочими роторами обуславливает высокую степень концентрации элементарных операций на линии.
Вместе с тем роторные линии имеют два существенных недостатка:
Первый состоит в ограниченных технологических возможностях этих линий, что обусловлено возможностью выполнения только простейших операций.
Второй недостаток связан с габаритами ротора, а также с тем, что на каждом роторе выполняется только одна операция. При большом числе операций роторные линии получаются очень громоздкими и требуют больших производственных площадей.
Роторные линии нашли в основном применение в пищевой, оборонной, фармацевтической и электротехнической промышленности. Они применимы при производстве простых изделий без снятия стружки методами штамповки, выдавливания, пайки, дозирования материалов, для сборки и контроля, когда технологический процесс состоит из небольшого числа простых операций. В автомобильной промышленности эти линии применяются для нанесения защитных покрытий и проверки герметичности изделий.