

2.1.2 Линии с жесткой и гибкой связью
Характерной особенностью линий с жесткой связью является то, что объект производства перемещается непосредственно от одной позиции к другой. При этом перемещение объекта производства может быть непрерывным или шаговым. На рис. 2.3 а показана компоновочная схема линий с «жесткой» связью, в которой штанга транспортера 2, совершая возвратно-поступательные движения, сообщает объектам производства шаговое перемещение по направляющим 4 с помощью толкающих элементов 5. На рис. 2.3 б показана условная схема этой линии, которой удобно пользоваться на практике.
Жесткая связь между позициями обусловливает согласованность во времени работы всех элементов линии, поэтому эти линии часто называют синхронными линиями.
Линии
с жесткой связью компактны, просты в
управлении и обслуживании, имеют низкую
стоимость. Однако эти линии обладают
одним очень существенным недостатком,
![]() они имеют низкую надежность работы т.к.
при выходе из строя одной позиции
простаивает вся линия. Поэтому линии с
«жесткой» связью эффективны, когда
число позиций небольшое (пять-семь),
загрузка по позициям и надежность
элементов линии примерно равномерная
и достаточно высокая. Удельный вес таких
линий снижается.
они имеют низкую надежность работы т.к.
при выходе из строя одной позиции
простаивает вся линия. Поэтому линии с
«жесткой» связью эффективны, когда
число позиций небольшое (пять-семь),
загрузка по позициям и надежность
элементов линии примерно равномерная
и достаточно высокая. Удельный вес таких
линий снижается.
Стремление повысить надежность линии привело к созданию линий с гибкой связью. Гибкость связи между позициями (участками) обеспечивается установкой на линии специальных устройств - накопителей. Накопитель представляет собой емкость для размещения заготовок в ориентированном состоянии.
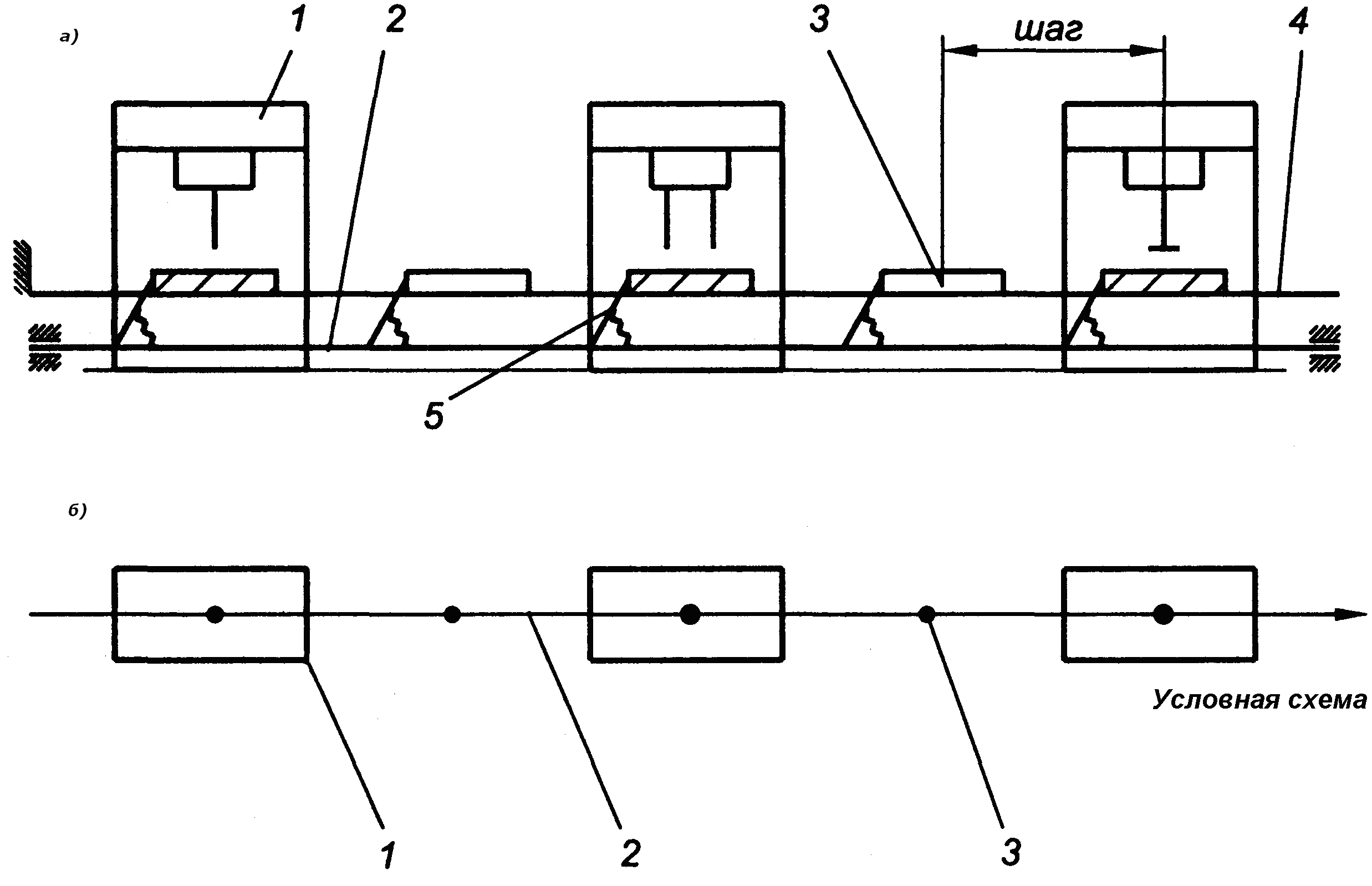
Рис. 2.3 Схема линии с «жесткой» связью: 1- рабочая позиция; 2- штанга; 3- холостая позиция; 4- направляющая; 5- толкающий элемент.
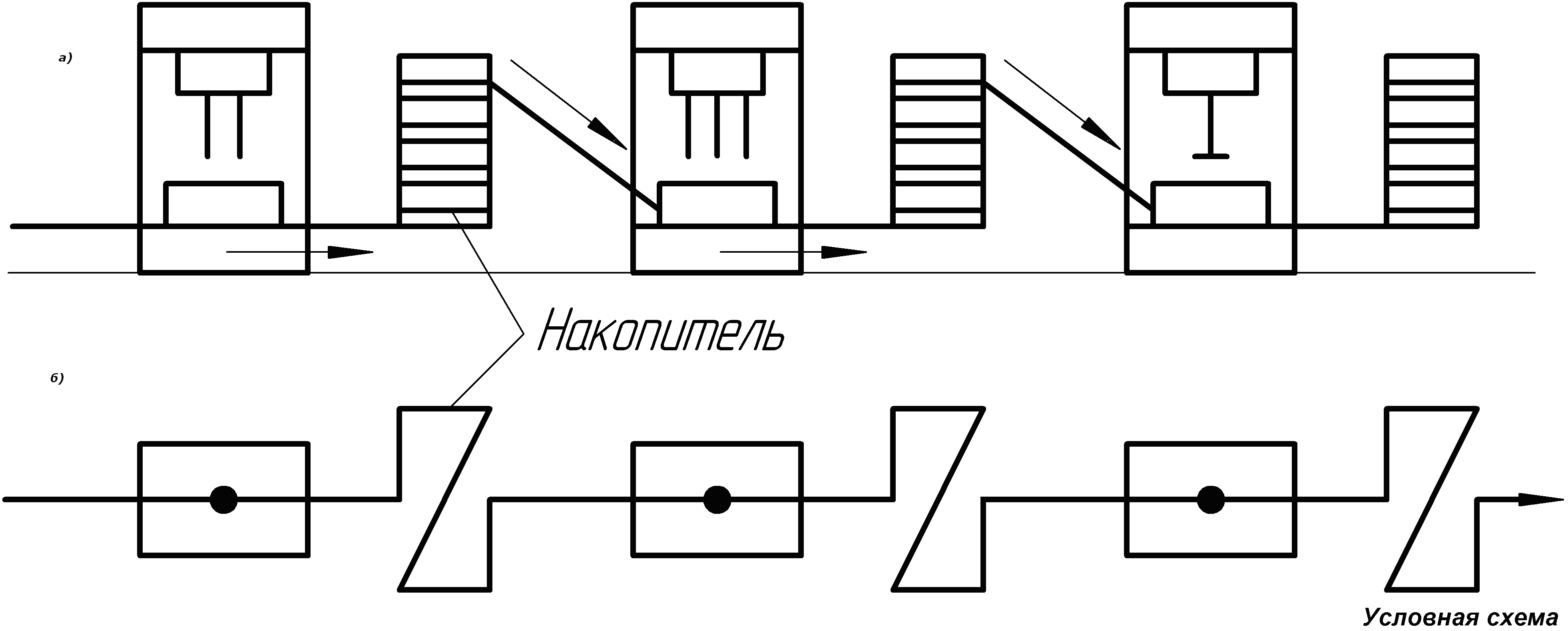
Рис. 2.4 Принципиальная и структурная схема автоматической линии с «гибкой» связью
Накопителями называют специальные устройства – емкости для размещения запаса заготовок в ориентированном положении. Основное назначение накопителей локализовать отказы на линии и снизить вероятность ее остановки. На рис. 2.4 а представлена схема линии, в которой накопители устанавливаются после каждой позиции, а на рис.2.4 б - ее структурная схема. Применение накопителей делает работу смежных позиций на определенное время независимой. Обычно емкости накопителей обеспечивают бесперебойную работу линии в случае отказа в течение нескольких минут.
Вместе с тем накопители существенно усложняют линию, повышают ее стоимость, требуют дополнительных производственных площадей. Поэтому экономически целесообразно устанавливать накопители между отдельными участками. На рисунке 2.5 показана схема такой линии, состоящей из трех участков. Первый участок - токарная обработка, второй - фрезерная и агрегатная обработка, третий – шлифовальная обработка. Обычно участки формируются по видам обработки, по станкоемкости и надежности оборудования.
По принципу действия и влиянию на работу линии различают накопители тупиковые и сквозные. Тупиковые накопители работают на прием и выдачу заготовок в случае отказа соседних позиций. Тупиковые накопители устанавливают между участками с низкой надежностью, станкоемкость на которых примерно одинакова.
Сквозные накопители работают постоянно в режимах приема, выдачи и свободного пропуска заготовок. Помимо своей основной функции эти накопители могут нивелировать разную станкоемкость соседних участков и использоваться для изменения ориентации заготовок.
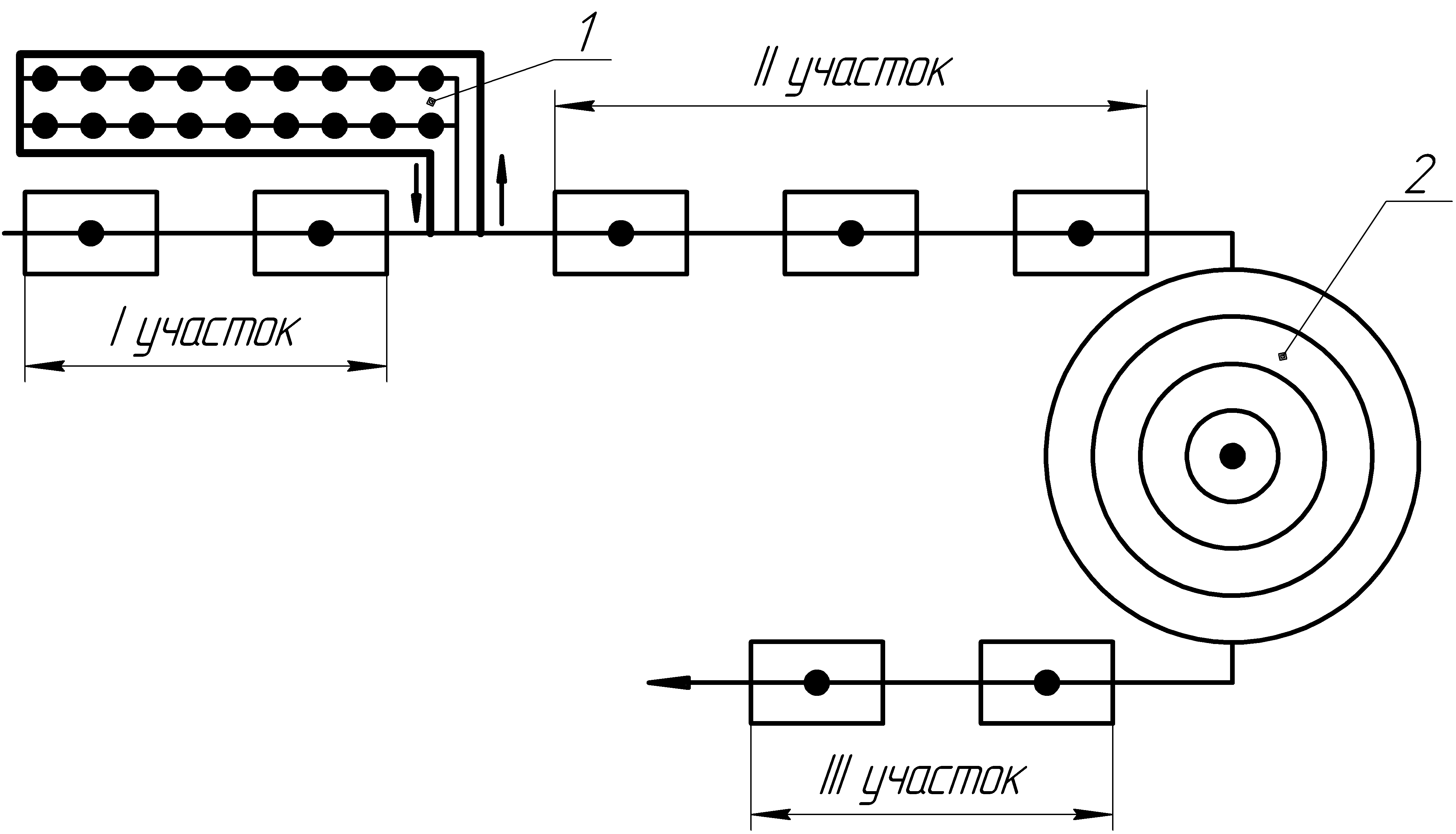
Рис. 2.5 Схема «гибкой» линии, разделенной на участки