

2.1.1 Линии из агрегатных станков
Агрегатные станки собирают из отдельных агрегатов определенного функционального назначения. Основными из них являются силовые головки и корпус. Силовые головки обеспечивают вращение и подачу инструментов. Столы необходимы для установки и перемещения объекта производства. Корпус является основанием для общей компоновки станка.
Силовые головки различаются механизмом подачи. Наибольшее распространение получили головки с гидравлическим механизмом подачи. Они более производительны и обладают большей мощностью. Реже применяются пневмогидравлические и механические головки. Выбор силовых головок осуществляют по усилию подачи, осевой жесткости, скорости холостых ходов, расходу энергии и стоимости.
Столы агрегатных станков могут иметь вращательное или линейное перемещение. На столах монтируется оснастка для установки заготовок и направления инструментов. Поворотные столы применяются на многопозиционных агрегатных станках. Количество позиций на одном станке может быть от 2 до 5.
Линейное перемещение стола позволило создавать линии из однопозиционных агрегатных головок со сквозным транспортом. В связи с этим различают две схемы компоновок линий из агрегатных станков.
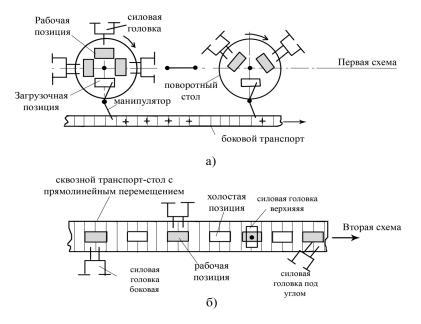
Рис. 2.2 Схема линий из агрегатных станков: а) с боковым транспортом; б) со сквозным транспортом.
Первая схема состоит из многопозиционных агрегатных станков, которые объединяются в одну линию с боковым транспортом (рис. 2.2а). Силовые головки располагаются по периферии поворотных столов в технологической последовательности. Загрузка станков осуществляется манипуляторами, роботами или лотковыми устройствами в зависимости от конструкции детали. Схема применяется при изготовлении деталей небольших габаритов с насыщенной обработкой по нескольким направлениям (вилки, крестовины, рычаги и тяги, корпуса насосов, фильтров, карбюраторов и т.д.).
Вторая схема представляет собой линию с «жесткой» связью, состоящую из однопозиционных агрегатных головок, через рабочие зоны которых проходит стол-транспортер с линейным перемещением объекта производства. Силовые головки могут иметь боковое, верхнее или угловое расположение на рабочих позициях. Компоновка применяется на спутниковых линиях и для обработки заготовок крупных корпусных деталей (блоки цилиндров, картеры КПП и мостов автомобилей, балки и рамы автомобилей и т.д.).
В целом линии из агрегатных станков имеют большие технологические возможности, что позволяет реализовывать на них различные технологические процессы. Второе их достоинство - возможность работы с высокой степенью концентрации простейших операций за счет многоинструментальной и многопозиционной обработки. Кроме того, эти линии имеют высокую надежность за счет модульного принципа построения.
К недостаткам линий из агрегатных станков относят в основном два следующих фактора:
1). Недостаточно высокая жесткость силовых головок, что отрицательно сказывается на точности обработки и не позволяет выполнять на этих линиях финишные обработки. Проблема с жесткостью связана наличием большого количества соединений в компоновке этих линий.
2). Ограниченная величина усилия подачи, что делает эти линии непригодными для обработки с большой мощностью.