

Плоскости
Конфигурация обрабатываемых плоскостей в плане должна обеспечивать равномерный и безударный съём стружки.
Размеры плоскости (ширину) необходимо увязывать с нормальным рядом диаметров торцов или длин цилиндрических фрез.
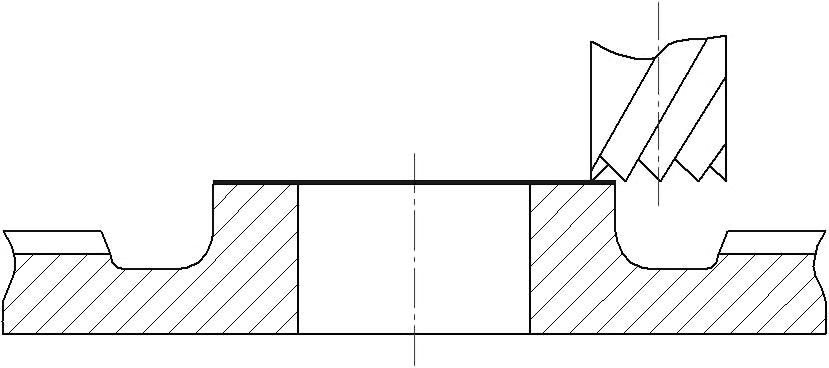
Обеспечивать предварительную обработку плоскостей на проход (см. рисунок 60.14,а).
В случае, когда не предусмотрен выход для режущего инструмента, переходная часть обрабатываемых плоскостей должна соответствовать размерам и виду поверхностей режущего инструмента (см. рисунок б).
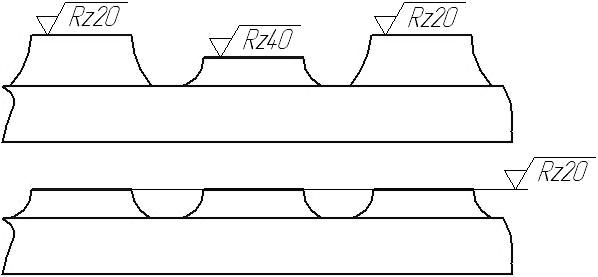
Плоскости бобышек и площадок на деталях следует располагать на одном уровне (см. рисунок
Избегать обработки закрытых площадок (внутри корпусных деталей).
Обрабатываемые плоскости желательно располагать выше примыкающих элементов (рёбер, выступов), это облегчает обработку на проход (см. рисунок г).
а)
б)
в)
 г)
г)
Рис. 60.14. Требования к технологичности конструкций плоских поверхностей
Фасонные поверхности
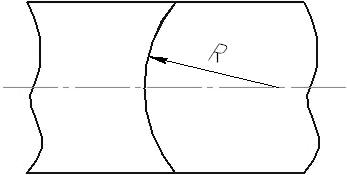
Радиусы вогнутых и выгнутых поверхностей увязывают с размерами нормальных фрез.
Конструкция вогнутой сферической поверхности должна предусматривать сквозное или глухое отверстие, чтобы при её обработке не было нулевых скоростей резания (см. рисунок 60.15,а).
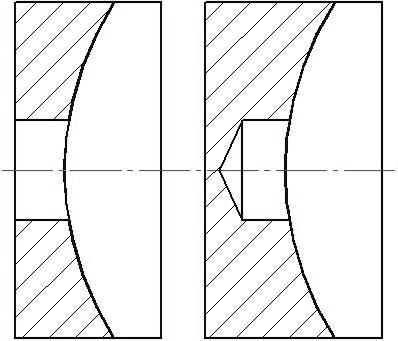
Рис. 60.15. Требование к технологичности конструкции вогнутой формы
Пазы и гнёзда
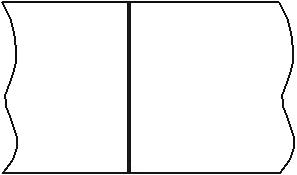
Пазы должны по возможности допускать обработку на проход.
Предпочтительны пазы, обрабатываемые дисковыми, а не концевыми фрезами (см. рисунок 60.16,а).
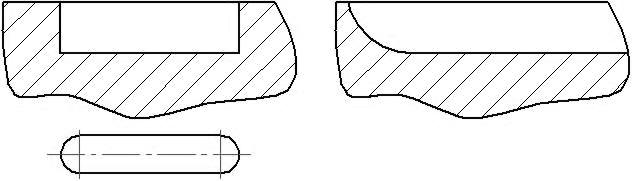
Рис. 60.16. Требование к технологичности формы пазов
Глубину и ширину пазов выбирают в соответствии с размерами нормальных пазовых фрез.
Радиусы закруглений у гнёзд выемок должны быть одинаковыми по всему контуру обрабатываемой поверхности и соответствовать размерам нормальных пазовых фрез (см. рисунок 60.17).
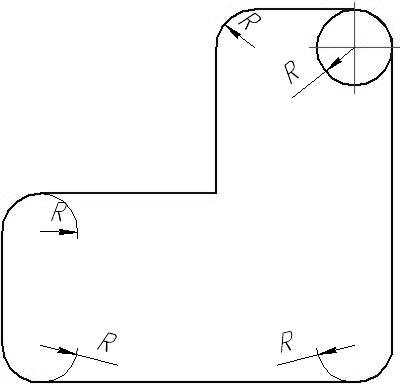
Рис. 60.17. Требование технологичности к радиусом закруглений у гнезд выемок
Приведённые правила и рекомендации носят общий характер. Для деталей, обрабатываемых на станках с ПУ, агрегатных станках, автоматических линиях существуют дополнительные рекомендации.
Корпусные детали
Корпусные детали должны иметь хорошо развитые опорные технологические базы, обеспечивающие надёжное жёсткое крепление детали в процессе механической обработки с расположением этих баз в одной плоскости.
При наличии соосных отверстий на нескольких осях целесообразно предусматривать убывание диаметров отверстий в одном направлении на всех осях. Отверстие в детали (см. рисунок а) можно обрабатывать только с поворотом детали, сначала обрабатывают отверстия, расположенные на одной оси, после поворота – отверстия, распложенные на другой оси. Поворот детали увеличивает погрешность в относительном расположении отверстия. В технологичной конструкции этот недостаток устранён.
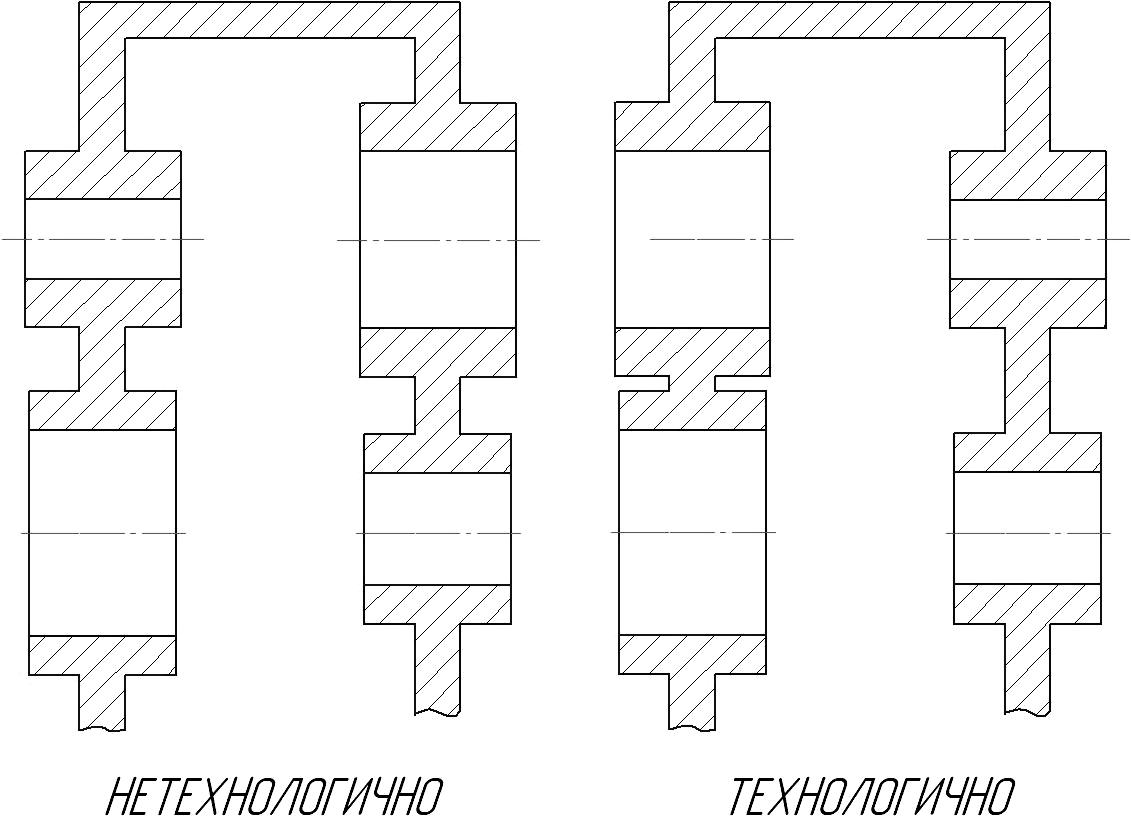
Рис. 60.18. Требования технологичности к конструкции соосных отверстий
Внутренние торцевые поверхности должны быть легко доступны для обработки (см. рисунок 60.19). Внутренний торец 1 обрабатывается через отверстие 2 зенкером, насаживаемым на оправку, что при небольшом отверстии 2 менее производительно. С увеличением диаметра отверстия указанный торец можно обрабатывать на предварительно настроенном станке с высокой производительностью.
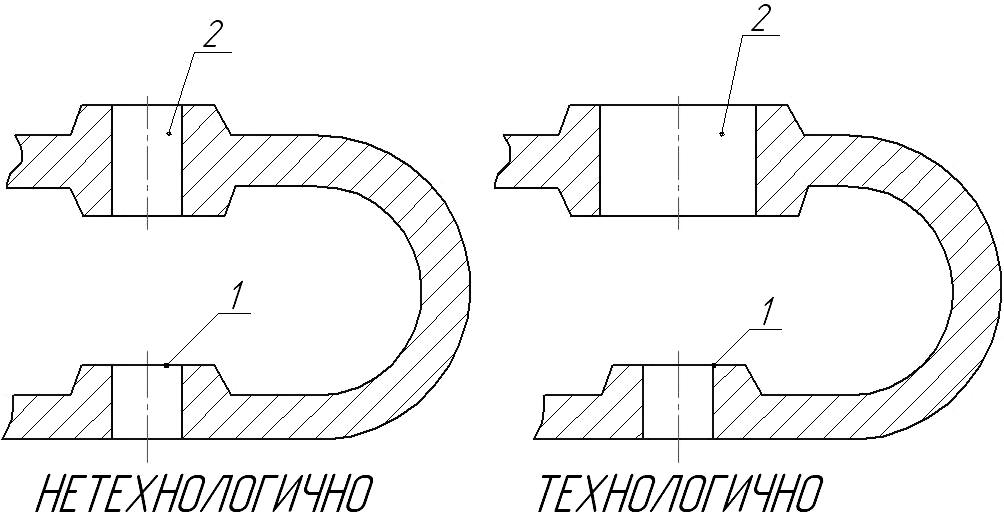
Рис. 60.18. Требования технологичности к конструкции внутренних торцовых поверхностей