

55. Классификация баз
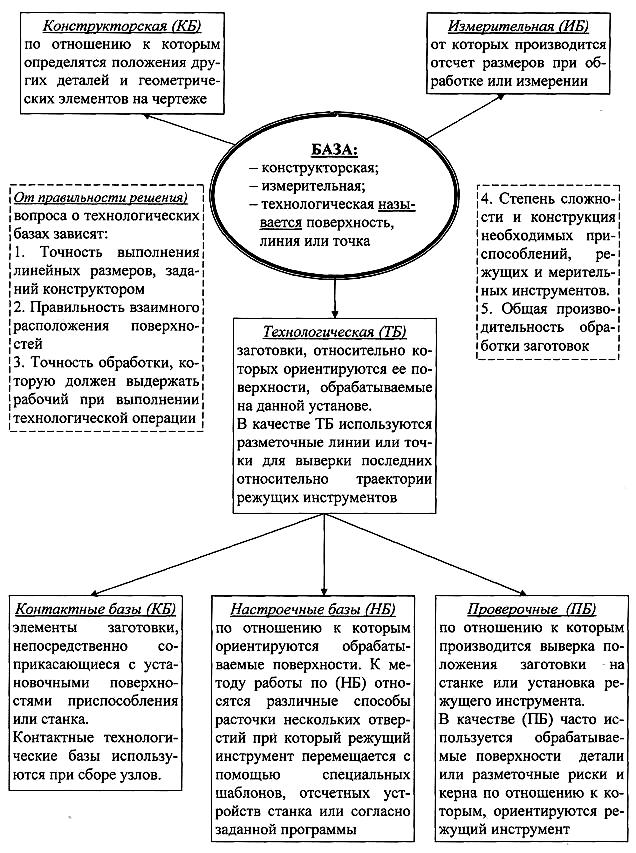
5 6. Принцип совмещения (единства) баз
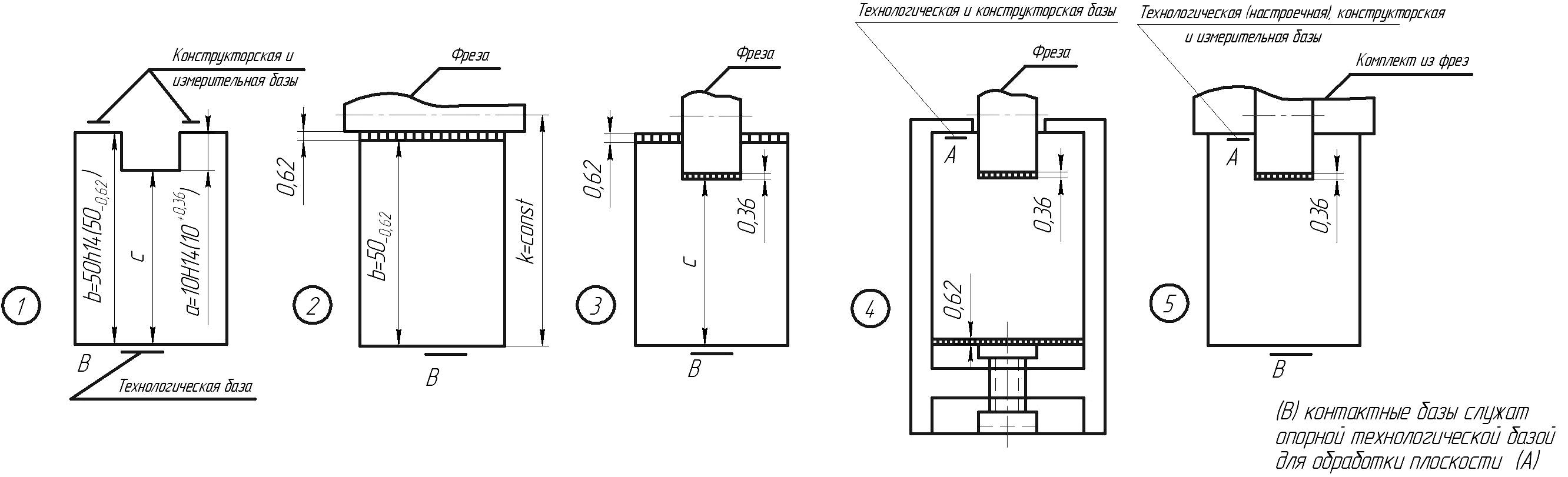
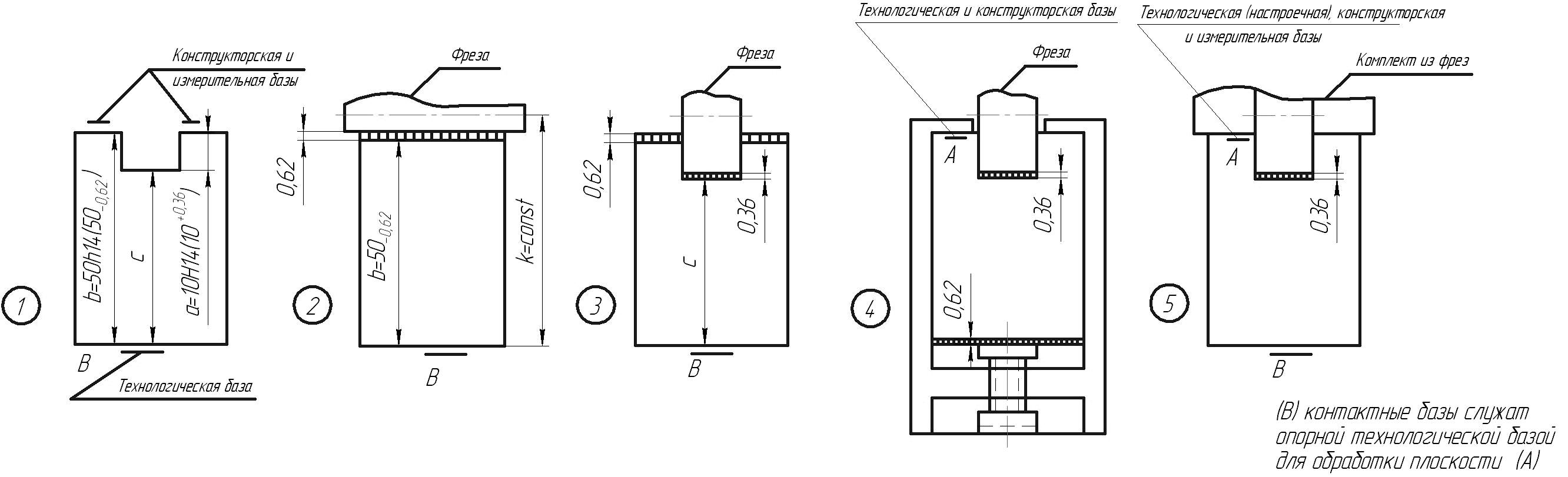
Рис. 56.1. Применение принципа совмещения баз при фрезеровании
Технологическая база не связана с конструкторской и измерительной базами, т.к. на настроенном станке расстояние от оси фрезы до плоскости стола сохраняется неизменным k = сonst, постоянен и размер c (отсутствующий на чертеже). Размер 10-0.36 мм не может быть выдержан, т.к. на его колебание непосредственно влияет размер 50-0.62. На операционном эскизе обработки должен стоять размер “c” (рис. 59.1,в), точность которого не зависит от предыдущей операции. В рассмотренном случае рабочему приходится выдёрживать заметно более жесткие допуски, что обеспечивает снижение производительности и удорожанию
При обработке паза (рис. 59.1,а) на глубину 10H14 удобно установить заготовку на нижнюю поверхность В (технологическую базу, не совпадающей с конструкторской базой А), т.к. для паза С связано размером 10+0,36 с верхней плоскостью А, эта плоскость является для паза конструкторской и измерительной базами.
Поскольку расстояние от оси фрезы до плоскости на настроенном станке k = const (рис 59.1,б), а следовательно, постоянен и размер С (см. рис.59.1в), отсутствующий на чертеже, то размер паза a = 10±0,36 мм не может быть выдержан т.к. на его размер b = 50-0,62. Предельные значения технологического размера С определяются из той же размерной цепи (см. рис. 59.1,в). На основании расчёта в операционных эскизах вместо чертёжных размеров 10H14 и 50h14 должны быть новые размеры b = 50h11 и c = 40h11 т.е. рабочему приходится выдерживать более жесткие допуски по сравнению с допусками, установленных конструктором.
Колебание размера “b” никак не отразится в точности конструкторского размера а = 10-0,36мм в случае использования приспособления (см. рис. 59.1,г). При использовании комплекта фрез (рис. 59.1,д) паз обрабатывается от технической базы (плоскости А), являющейся настроечной базой, совпадающей с конструкторской и измерительной базами.
57. Принцип постоянства баз
Заключается в том, что при разработке технологического процесса необходимо стремится к использованию одной и той же технологической базы (не считая смены черновой базы). Основание: смена технологических баз увеличивает погрешность взаимного расположения поверхностей.
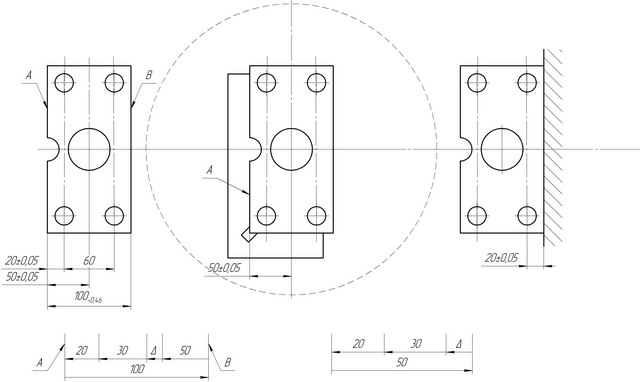
Рис. 57.1. Применение принципа постоянства баз при расточке и сверлении
Пример: Требуется обеспечить
совмещение оси четырех малых отверстий
с осью центрального отверстия в пределах
∆=![]() мм. Расточка центрального отверстия
предусматривается на токарном станке,
а сверление четырёх малых отверстий в
кондукторе. При использовании плоскостей
А и Б допуск не выполняется.
мм. Расточка центрального отверстия
предусматривается на токарном станке,
а сверление четырёх малых отверстий в
кондукторе. При использовании плоскостей
А и Б допуск не выполняется.
![]()
![]()
При использовании обеих операций от неизменной базы, колебание величины укладывается в допуск ∆= мм.
![]()
![]()
При выполнении обеих операций от неизменной базы (от плоскости А), колебания величины смещений осей уменьшится, т.к. оно определяется из более короткой технологической размерной цепи.