

39. Отклонения формы (макроотклонения)




Рис. 39. Виды отклонения формы


Рис. 39 продолжение
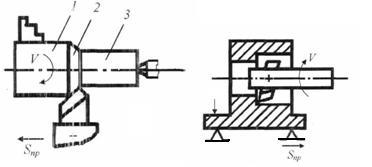
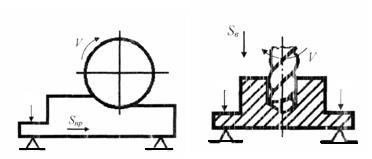
40. Кинематика процесса резания
а) б)
в) г)

Рис. 40. Схемы обработки заготовок: а) точением, б) растачивание, в) фрезерование. г) сверление,
д) шлифование на плоскошлифовальных станках, е) шлифованием на круглошлифовальных станках
41. Классификация затрат рабочего времени
При всех станочных работах То – основное (технологическое) время определяется отношением величины пути, пройденного обрабатывающим инструментом, к его минутной подаче.
Рис. 41. Схемы для определения пути, пройденного инструментом: а) точение, б) фрезерование,
в) сверление, г) развёртывание
Длина перемещения режущего инструмента
![]() ,
,
где l –длина обрабатываемой поверхности, мм; l1 –величина врезания инструмента, мм; l2 –величина перебега (схода) инструмента, мм.
Основное
![]() (машинное
(машинное
![]() )
время определяется по формуле
)
время определяется по формуле
![]() ,
,
где L – длина перемещения режущего инструмента, мм; Sмин – минутная подача, мм/мин; S –подача на один оборот шпинделя, мм/об; t –глубина резания на сторону, мм; z –припуск на сторону, мм; i – число ходов.
42. Основные элементарные погрешности обработки
1.
![]() вычисляют с учётом погрешностей:
вычисляют с учётом погрешностей:
![]() базирования,
базирования,
![]() закрепления
заготовок,
закрепления
заготовок,
![]() изготовления
и износа опорных элементов приспособлений.
С учетом того, что указанные выше
изготовления
и износа опорных элементов приспособлений.
С учетом того, что указанные выше
погрешности являются случайными, то
![]() .
.
2. Упругие свойства сложных элементов технологических систем, состоящих из нескольких деталей, невозможно определить одним коэффициентом жёсткости.
Различают жёсткости в направлении осей
![]() и крутильную жёсткость:
и крутильную жёсткость:
![]() ,
,
![]() ,
,
![]() ,
,
где отношение приращений сил по к отношению приращений деформаций по .
![]() ,
,
![]() ,
,
![]() ,
,
где отношение приращений крутящего
момента
![]() к
приращению углов поворота вокруг осей
.
к
приращению углов поворота вокруг осей
.
3. Наладка включает согласованную установку режущего инструмента, рабочих органов станка, режимов, приспособления и т.п., обеспечивающих получение заданного размера. Эти элементы наладки часто называют настройкой (регулированием) технологической системы.
В общем случае
![]() зависит от погрешности регулирования
зависит от погрешности регулирования
![]() положения
инструмента (по лимбу, жесткому упору
и т.п.) и погрешности измерения детали
положения
инструмента (по лимбу, жесткому упору
и т.п.) и погрешности измерения детали
![]() .
Для плоских поверхностей
.
Для плоских поверхностей
=![]()
Для поверхностей вращения
=
с учетом того и относятся к радиусу - к диаметру.
Коэффициенты кр=1 учитывают отклонение закона распределения элементарных величин и от нормального закона распределения.
4. Размерный износ инструмента
измеряют в направлении нормали к
обрабатываемой поверхности. За
характеристику размерного износа принят
относительный (удельный) износ на 1000м
пути резания (ио![]() ).
Такие виды как износ по задней поверхности,
лункообразование по передней поверхности
и т.п. определяются режимами резания,
выбором более прочной марки сплава и
геометрией.
).
Такие виды как износ по задней поверхности,
лункообразование по передней поверхности
и т.п. определяются режимами резания,
выбором более прочной марки сплава и
геометрией.
5.
![]() -
погрешности формы, вызываемые
геометрическими неточностями станка,
настройкой станка (овальность, конусность,
огранка и др.). Погрешность формы
относят
к систематическим погрешностям.
-
погрешности формы, вызываемые
геометрическими неточностями станка,
настройкой станка (овальность, конусность,
огранка и др.). Погрешность формы
относят
к систематическим погрешностям.
6. Колебания теплоты в процессе резания (Т) образуется в результате внутреннего трения между частицами обрабатываемого материала (Тдеф), внешнего трения стружки о переднюю инструмента (Тп.тр), заднюю поверхность (Тз.тр), отрыва стружки (диспергирования)(Тдисп).
![]()
Полную погрешность обработки
![]() ,
обычно определить не удастся. Для
операций с жесткими допусками
=(0,1…0,4)
,
обычно определить не удастся. Для
операций с жесткими допусками
=(0,1…0,4)![]() .
Для неизвестной обработки
=(0,1…0,15)
.
.
Для неизвестной обработки
=(0,1…0,15)
.
Задачу о суммировании решают для каждого случая обработки.
![]() ;
(42.1)
;
(42.1)
![]() .
(42.2).
.
(42.2).
Расчеты по формуле (а) дают завышенный
результат. Расчеты по формуле (б) ведут
при вероятностной природе элементарных
погрешностей, где р- коэффициент,
определяющий процент риска получения
брака
![]() -
коэффициенты, определяющие законы
распределения каждой из элементарных
погрешностей.
-
коэффициенты, определяющие законы
распределения каждой из элементарных
погрешностей.
Риск возникает в связи с тем, что нельзя
утверждать с полной определенностью,
что рассеяние данной элементарной
погрешности соответствует данному
закону распределения. При р = 1
вероятность данного брака составляет
32%, при р = 2 она снижается до 4,5%, при
р = 3 до 0,27%. Из практики известно, что
![]() поскольку соответствующие погрешности
подчиняются закону Гаусса,
поскольку соответствующие погрешности
подчиняются закону Гаусса,
![]() поскольку распределение соответствует
закону и равно вероятности:
поскольку распределение соответствует
закону и равно вероятности:
![]() поскольку закон распределения
поскольку закон распределения
![]() ,
малоизвестен. При р = 3,
,
малоизвестен. При р = 3,
![]() +
.
+
.