3 Оптимизацыя состояния системы данного аск при отимальном числе каналов
Определим
оптимальное число каналов, обеспечивающие
минимум затрат на систему при условии
достижения требуемого уровня ее
безотказной работы. Отношение
 .
Вероятность отказа Ротк
≤ 0,2133 (т.е. ≤ 7,67%). Найдем оптимальное
число каналов nопт.
Запишем формулу для вероятности отказа:
.
Вероятность отказа Ротк
≤ 0,2133 (т.е. ≤ 7,67%). Найдем оптимальное
число каналов nопт.
Запишем формулу для вероятности отказа:
(3.1)
Т.к.
 ,
то
,
то
 . По условию Ротк
≤ 0,767, значит
. По условию Ротк
≤ 0,767, значит
 ≤ 0,2133
≤ 0,2133
 (3.2)
(3.2)
Р0 = (3.3)
Исходя из формул (3.2) и (3.3), общее неравенство для вычисления оптимальных каналов примет вид:
 (3.4)
(3.4)
Теперь методом подстановки определяем оптимальное число каналов.
Пусть n = 1, тогда:
 1,25
≤ 13,04 (условие не выполняется).
1,25
≤ 13,04 (условие не выполняется).
Пусть n = 2, тогда:
 2,6
≤ 13,04 (условие не выполняется).
2,6
≤ 13,04 (условие не выполняется).
Пусть n = 3, тогда:
 1,11
≤ 13,04 (условие не выполняется).
1,11
≤ 13,04 (условие не выполняется).
Пусть n = 4, тогда:
 1,7
≤ 13,04 (условие не выполняется).
1,7
≤ 13,04 (условие не выполняется).
Пусть n = 5, тогда:
 ≤ 13,04
(условие не выполняется).
≤ 13,04
(условие не выполняется).
Пусть n = 6, тогда:
 2,02
≤ 13,04 (условие не выполняется).
2,02
≤ 13,04 (условие не выполняется).
Пусть n = 7, тогда:
 2,87
≤ 13,04 (условие не выполняется).
2,87
≤ 13,04 (условие не выполняется).
Пусть n = 8, тогда:
 4,85
≤ 13,04 (условие не выполняется).
4,85
≤ 13,04 (условие не выполняется).
Пусть n = 9, тогда:
 ≤ 13,04
(условие не выполняется).
≤ 13,04
(условие не выполняется).
Пусть n = 10, тогда:
 ≤ 13,04
(условие не выполняется).
≤ 13,04
(условие не выполняется).
Пусть n = 11, тогда:
 ≤ 13,04
(условие не выполняется).
≤ 13,04
(условие не выполняется).
Задача оптимизации решена. При n = 18 каналов система будет работать безотказно при минимальных затрат.
ВЫВОДЫ
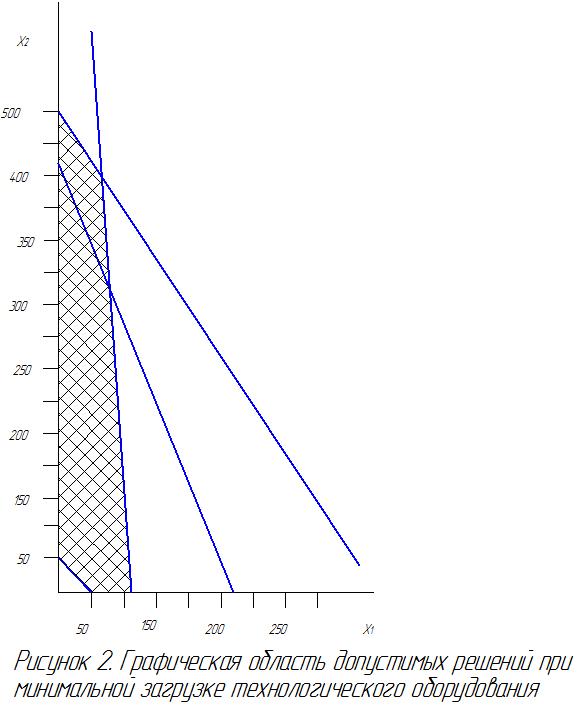
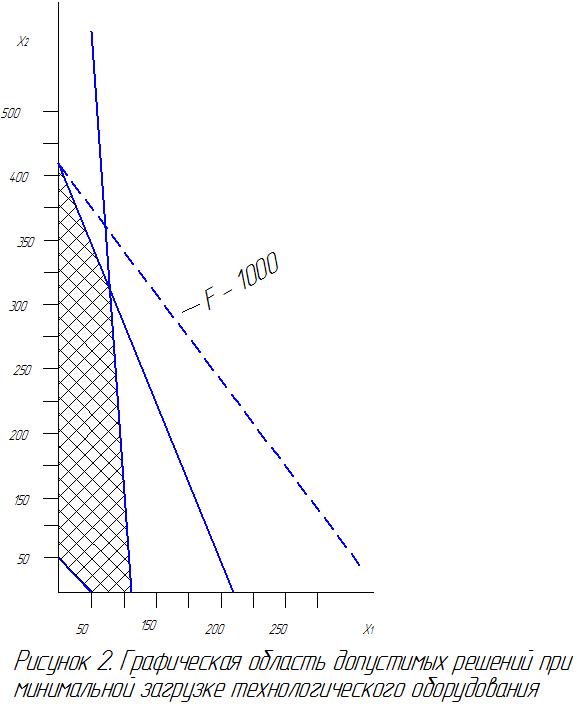
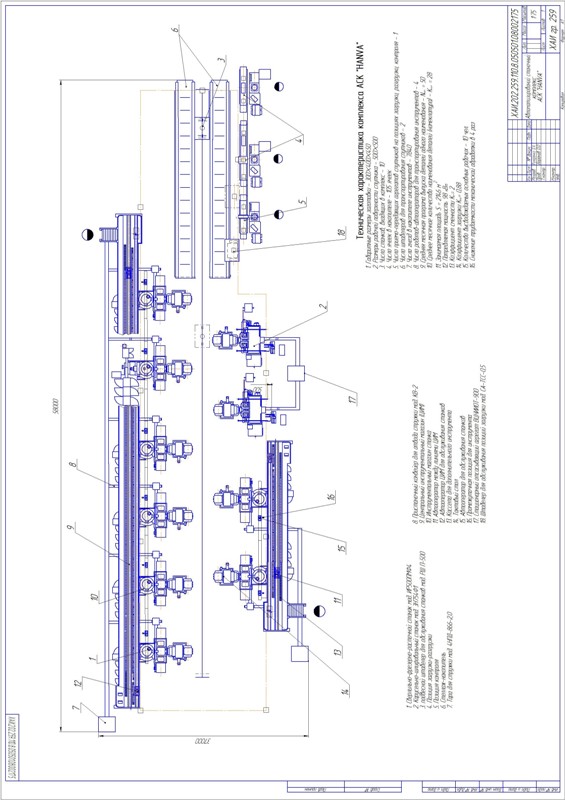
В расчетно-графической работе была спланирована работа механического участка при максимальной и минимальной загрузке технологического оборудования. Был построен размеченный граф состояния системы для однотипных станков ИР500ПМФ4.
В автоматизированный станочный комплекс АСК – ПРО, поступают для обработки детали в среднем через 0,535 часа (t3 = 0,535 ч.). Среднее время изготовления одной детали tбо = 5 ч.
При таких данных были найдены финальные вероятности состояния системы и характеристики для данного АСК.
Результаты показывают, что в это системе отрабатываются 3,1 дет./час (92,32 % направляемых деталей). Имеется очень маленькая вероятность, что детали направляются для обработки на другие участки (Ротк = 0,2133). Одновременно в среднем работает в основном десять каналов (К = 9,23).
Оптимизация является важным этапом. При значении вероятности отказа Ротк ≤ 0,767, было определено оптимальное число каналов, обеспечивающие минимум затрат на систему при условии достижения требуемого уровня ее безотказной работы, что составляет n = 18 каналов.
Приложение 2