

Типова відомість дефектів на ремонт обладнання
Після промивання на поверхнях розібраних деталей добре видно подряпини, тріщини, вибоїни і можна з необхідною точністю виміряти деталі при дефектації. Дефектовку промитих і просушених деталей проводять після їх комплектування по складальним одиницям, яку потрібно виконувати акуратно і уважно. Кожну деталь спочатку оглядають, потім відповідним повірочним і вимірювальним інструментом перевіряють її форму і розміри. В окремих випадках перевіряють взаємодію даної деталі з іншими, пов'язаними з нею, щоб встановити, чи можливий ремонт даної деталі або доцільніше її замінити новою.
Відомості про деталі, що підлягають ремонту і заміні, заносять у відомість дефектів на ремонт обладнання.
При дефектації важливо знати і вміти призначати величини граничних зносів для різних деталей обладнання (див. табл. 2 і 3) і допустимі граничні ремонтні розміри. Наприклад, допускається зменшення діаметра різьби ходових гвинтів - 8% номінального діаметра; зменшення діаметрів шийок валів, шпинделів і осей - 5-10% номінального діаметра, зменшення товщини стінок порожнистих шпинделів і осей - 3-5% номінальної товщини.
Деталі розбраковують на три групи: перша - придатні для подальшої експлуатації, друга - що вимагають ремонту або відновлення, а третя - непридатні, що підлягають заміні.
Ремонту піддають трудомісткі у виготовленні деталі, відновлення яких обходиться значно дешевше знову виготовлених. Відновлювана деталь повинна мати значний запас міцності, що дозволяє відновлювати або змінювати розміри сполучуваних поверхонь (за системою ремонтних розмірів), не знижуючи (у ряді випадків підвищуючи) їх довговічність, зберігши або поліпшивши експлуатаційні якості складальної одиниці і агрегату.
При ремонті устаткування замінюють деталі з граничним зносом, а також зі спрацюванням менше допустимого, якщо вони за розрахунками не дослужать до чергового ремонту.
При дефектовці деталі необхідно маркувати порядковим номером відомості дефектів, а також інвентарним номером машини або верстата, це полегшує виконання подальших ремонтних операцій. Маркування виконують клеймами, фарбою, бірками. Деталі, які при дефектації вирішено замінити, зберігають до закінчення ремонту механізму, вони можуть знадобитися для складання креслень або виготовлення зразків нових деталей.
Відомість дефектів деталей та складальних одиниць є вихідним технічним і фінансовим документом.
Правильно складена і досить докладна відомість дефектів є суттєвим додатком до технологічних процесів ремонту.
Дефектну відомість складають технолог з ремонту обладнання за участю бригадира ремонтної бригади, майстра ремонтного цеху, представників ВТК і цеху-замовника. Дефектна відомість складається після промивання і просушування деталей та їх комплектування. При цьому для кожної деталі обов'язковий огляд для виявлення зовнішніх дефектів (ушкоджень), а також перевірка розмірів вимірювальними інструментами. У відомості дефектів докладаю перелічуються дефекти верстата взагалі і окремо кожної деталі, що підлягає відновленню (ремонту).
При дефектуванні важливо знати і вміти визначити величини граничного зносу для різних деталей верстата. Це складна задача, що вимагає високої кваліфікації фахівців, які складають дефектну відомість. Для складання дефектної відомості керуються встановленими нормами, наприклад, знос напрямних вважають граничним :
- для верстатів прецизійних 0,02...0,03 мм на довжині 1000 мм ;
- для верстатів нормальної точності 0,1... 0,2 мм на довжині 1000 мм ;
знос шийок валів, що працюють у підшипниках ковзання коробок подач, фартухах та ін. - у межах 0,001...0,01 мм на діаметр у залежності від точності валу;
допустимий знос посадочних шийок шпинделів 0,01...0,05 мм ;
знос шийок ватів під підшипники кочення на повинен перевищувати 0,01...0,02 мм і т.д.
В процесі дефектування деталі розподіляють на три групи :
група - придатні для експлуатації;
група - ті, що вимагають ремонту або відновлення ;
Щ група - непридатні для експлуатації, ті, що замінюються.
Деталі підлягають заміні (III група), якщо їх знос порушує нормальну роботу механізму, або викликає у подальшому інтенсивний знос, що приводить до виходу механізму з ладу.
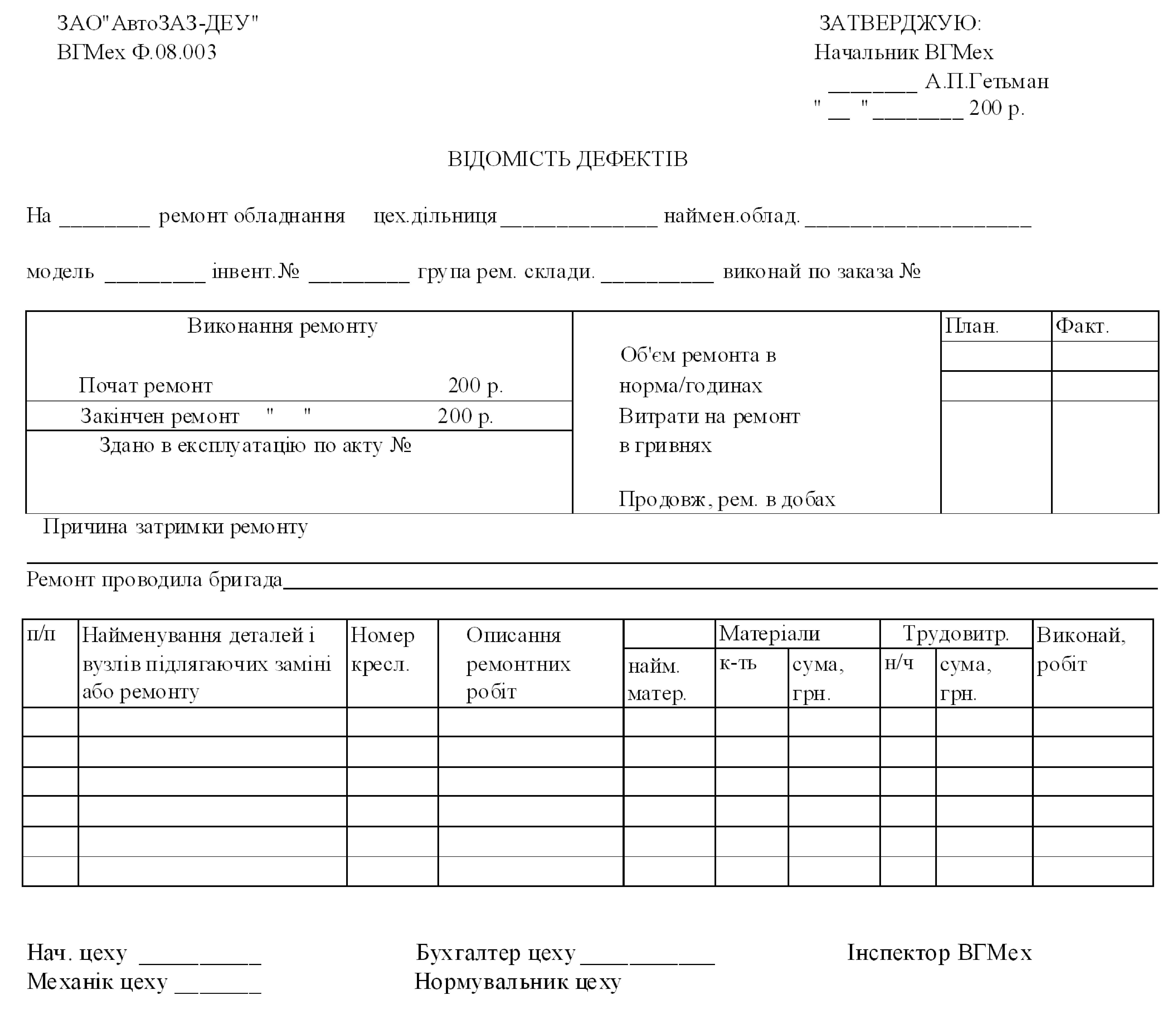
Рисунок 2.8— Приклад відомості дефектів
Після оформлення дефектної відомості на ремонт здійснюється її конструкторське опрацювання і видача креслень для проведення ремонту та виготовлення деталей, оформлення технологічної документації.