

Регулювання вузлів
Регулюванню підлягають підшипники, гвинтові пари, направляючі, ріменні і ланцюгові передачі, фрикційні муфти, а також положення вузлів, механізми затиску вузлів, системи мащення верстата і тому подібне.
Регулювання вузлів шпинделів.
Фрезерні верстати
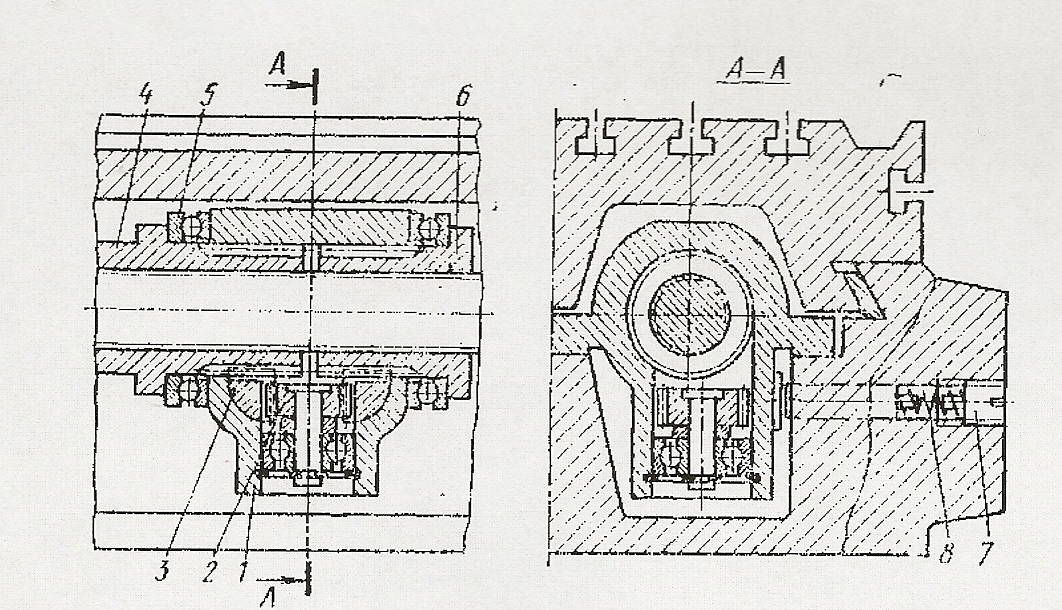
Передня опора шпинделя фрезерної головки поздовжньо-фрезерного верстата 6610 зображена на мал. 125, а. Регульованню підлягає дворядний роликопідшипник 4, що несе радіальне навантаження, і два упорні підшипники 9 і 10, що сприймають осьові сили. У підшипниках регулюють необхідні зазори (натяг), оскільки при експлуатації вони поступово змінюються і перевищують допустимі значення, що впливає на працездатність вузла шпинделя: точність обертання, жорсткість, нагрів опор і довговічність підшипників. Перед регулюванням упорних підшипників 9 і 10 визначають їх осьовий зазор шляхом додатку, до шпинделя осьової сили і виміру переміщення торця шпинделя відносно пінолі 15 фрезерної головки. Вимірювання виконують вимірювальними головками, мікрокаторами і безконтактними датчиком переміщення. Якщо зазор перевищує допустиму величину, то необхідно висунути піноль 15, вивернути пробку з різьбового отвору в пінолі і через цей отвір ключем 12 відпустити стопор 11 в гайці 13. Не виймаючи ключа із стопора, необхідно повернути шпиндель 18 важелем 7 до усунення осьового зазору в підшипниках, застопорити гайку і знову перевірити зазор і підшипниках При необхідності регулювання слід повторити.
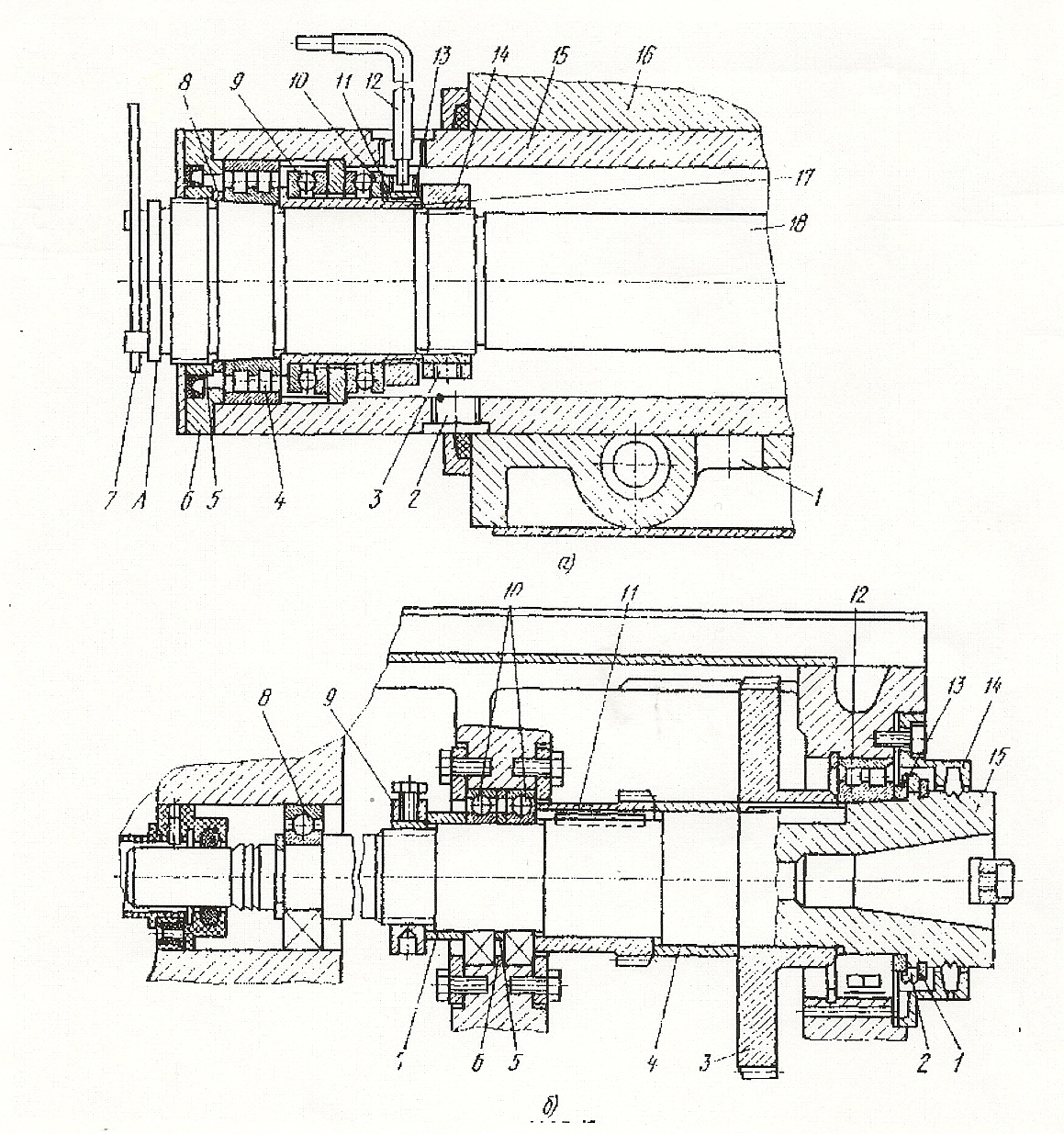
Рисунок — вузли шпинделів:
а- повздовжньо-фрезорного верстата; б- горизонтально-фрезерного верстата.
Перед регулюванням радіального дворядного роликопідшипника 4 необхідно виміряти радіальний зазор ∆0 в підшипнику і підрахувати необхідне вісьове зміщення δ0 внутрішнього кільця підшипника щодо конічної шийки шпинделя δ0 = 15(∆0 + ∆ + 0,01), де ∆ = 0:0,005 – необхідний радіальний зазор і підшипнику, мм.
Для визначення радіального зазору і роликопідшипнику 4 до переднього кінця шпинделя прикладають радіальну силу і вимірюють величину переміщення центруючої посадочної поверхні А фрезерного шпинделя відносно пінолі 15. При необхідності регулювання радіального дворядного роликопідшипника піноль всувають в корпус і через вікно 1 в корпусі 16 вивертають різьбову пробку 2 з отвору в пінолі. Через цей отвір ключем відпускають стопор 3 гайки 14 і, не виймаючи ключа, повертають шпиндель так, щоб гайку 5, зрушують внутрішнє кільце підшипника, знімають півкільця 8, прошліфовують їх в розмір, тобто зменшують по товщині на величину δ0 і встановлюють на місце. Потім виконують всі попередні операції в зворотній послідовності, тобто згвинчують гайку 5 і стопорять її, ставлять кришку 6 і, обертаючи шпиндель, насовують гайкою 14 через втулку 17 внутрішнє кільце підшипника на конічну шийку шпинделя до упору в півкільця. В результаті деформації внутрішнього кільця радіальний зазор в підшипнику буде усунений. Гайку 14 фіксують стопором 3. При правильному регулюванні підшипників їх нагрів не повинен перевищувати 60˚ за 1 ч роботи вузла шпинделя при максимальній частоті обертання без навантаження. Швидкий нагрів підшипника вказує на зайвий натяг при регулюванні.
На мал. 125, б показаний вузол шпинделя горизонтально-фрезерного верстата 6Р82. Якість роботи шпинделя 15 визначається підшипників 8, 10 і 12, з яких передній і два середніх регулюють. Вісьовий зазор в підшипниках 10 і радіальний зазор і підшипнику 12 визначають аналогічну тому, як це тільки що було розглянуто. Необхідний вісьовий зазор в двох середніх радіально-упоних підшипниках регулюють, шліфуючи кільця 5 і 6. Радіальний зазор в передньому дворядному роликопідшипника усувають так само, як і у верстаті 6610, шліфуючи півкільця 13 і підтягуючи гайку 9, яка через втулку 7, внутрішні кільця підшипників 10, регульоване кільце 5, зубчасте колесо 11, втулку 4 і зубчасте колесо 3 насовує внутрішнє кільце підшипника 12 на конічну шийку шпинделя, внаслідок чого кільце деформується і радіальні зазори зменшується. Для того, щоб дістати півкільця 13, необхідно зняти фланець 14 пружне кільце 1 і кільце 2.
Регулювання гвинтової пари. При вивірці зазору в парі гвинт – гайка необхідно весь час переміщати стіл на всю довжину ходу, щоб потім не виявилось, що на якійсь ділянці гвинт і гайка заклинюють. Регулювання необхідно проводити до тих пір, поки вільний хід гвинта, що перевіряється поворотом маховика повздовжнього ходу, виявиться не більш 3 - 5˚ і поки при переміщенні столу вручну не відбудеться заклинювання гвинта на якій-небудь ділянці, необхідний для робочого ходу.
 На
мал. 126 зображена гвинтова пара приводу
столу горизонтально-фрезерного верстата
6Р81. Гайки складається з двох частин 4 і
6, що упираються через наполегливі
підшипники 5 в торці кронштейна. На
циліндричній зовнішній поверхні кожної
частини гайки нарізані зуби, які
знаходяться в зачепленні з двома рейками
3. Рейки через зубчасте 2 зв’язані між
собою і підтискаються до гайок пружинами
8. Переміщення рейок обмежуються упорами
7. При фрезеруванні зусилля подачі на
гвинті викликає тертя у витках однієї
частини гайки і зарахунок цього повертає
її на деякий кут. Оскільки половинки
гайки зв’язані рейками і зубчастим
колесом, то такий самий поворот, але в
протилежному напрямі робить друга
частина гайки. В результаті частини
шайки нагвинчують на ходовий гвинт і,
упираючись буртиками через наполегливі
підшипники 5 в торці кронштейна, як би
розтягують гвинт, усуваючи зазор у
витках. Коли фрезерування припиняється,
пружини повертають рейки до упорів 7,
в результаті, частини гайки повертаються
в первинне положення, сили розпорів у
витках різьблення знімаються і гвинт
може легко обертатися а гайці при
холостих рухах столу. Таким чином, зазор
в даній гвинтовій парі регулюється
автоматично залежно від навантаження.
Проте при великому зносі гайки необхідно
декілька підтягти наполегливі гвинти
7.
На
мал. 126 зображена гвинтова пара приводу
столу горизонтально-фрезерного верстата
6Р81. Гайки складається з двох частин 4 і
6, що упираються через наполегливі
підшипники 5 в торці кронштейна. На
циліндричній зовнішній поверхні кожної
частини гайки нарізані зуби, які
знаходяться в зачепленні з двома рейками
3. Рейки через зубчасте 2 зв’язані між
собою і підтискаються до гайок пружинами
8. Переміщення рейок обмежуються упорами
7. При фрезеруванні зусилля подачі на
гвинті викликає тертя у витках однієї
частини гайки і зарахунок цього повертає
її на деякий кут. Оскільки половинки
гайки зв’язані рейками і зубчастим
колесом, то такий самий поворот, але в
протилежному напрямі робить друга
частина гайки. В результаті частини
шайки нагвинчують на ходовий гвинт і,
упираючись буртиками через наполегливі
підшипники 5 в торці кронштейна, як би
розтягують гвинт, усуваючи зазор у
витках. Коли фрезерування припиняється,
пружини повертають рейки до упорів 7,
в результаті, частини гайки повертаються
в первинне положення, сили розпорів у
витках різьблення знімаються і гвинт
може легко обертатися а гайці при
холостих рухах столу. Таким чином, зазор
в даній гвинтовій парі регулюється
автоматично залежно від навантаження.
Проте при великому зносі гайки необхідно
декілька підтягти наполегливі гвинти
7.
Рисунок — Регулювання гвинтової пари
Регулювання зазорів в направляючих. Профілі направляючих застосовуємі для переміщення столів, салазок, порталів і фрезерних головок, показані на мал. 127. Вони можуть бути призматичними (мал. 127, а), у вигляді ластівчиного хвоста (мал. 127, б), прямокутними (мал. 127, в), плоскими (мал. 127, г), V – подібними (мал. 127, д) та ін. Вибір тієї чи іншої форми направляючих залежить від умов в яких вони знаходитимуться при експлуатації верстата; напряму дії сил, змащувального матеріалу, регулювання зазорів, захисту від пошкодження стружкою, складнощі ремонту і так далі.
Внаслідок зношування зв’язних поверхонь необхідно періодично регулювати зазори в направляючих. Для цієї мети передбачені клини і притискні планки. Регулювання зазору в направляючих, типу ластівчиного хвоста можна проводити за допомогою планки (мал. 128, а) або клину (мал. 128, б), який переміщають гвинтом 2. Гайки 3 служить для надійної фіксації клину. Для регулювання зазору в направляючих, типу ластівчиного хвоста можуть бути використані трапецеїдальні планки, які підтискаються до направляючих гвинтів 3 і фіксується гвинтами 2 (мал. 128, в) або гвинт 2 *мал. 128, г( є притискними і таким, що фіксує. Іноді під планку поміщають регульовані тонкі прокладки 3.
У разі комбінованих направляючих форми половині ластівчиного хвоста (мал. 128, д) зазор в сполученні усувають притискними планками 1 і 2, про цьому замість планки J можна використовувати клин. Зазори в направляючих прямокутного профілю (мал. 128, е) регулюються притискним планками 1, 3 і 5.
Щоб уникнути подальшого шабрування під планки !!!!!1!!! і 5 поміщають шаруваті прокладки 2, які по мірі зношування направляючих прибирають в підтискають планки гвинтами 6. Для усунення зазору у вертикальних плозиніх періодично підтискають бічну планку до направляючої гвинтами 4. Замість планки 3 може бути використаний клин.
Поєднання V – подібної і плоскої направляючих типово для поздовжньо- фрезерних верстатів (мал. 128, ж). В цьому випадку регулювання ззору в направляючих не потрібне, він ліквідується автоматичним опусканням столу у міру зношення тих и інших направляючих. Для запобігання можливості підйому столу від сил різання, що діють на нього, використовують притискнв планки 3, які при русі столу ковзають по додатковим направляючим частинам. Зазори в направляючих контролюють щупом. Якість регулювання зазорів в направляючих перевіряють пересуванням вузлів верстата вручну або при малій подачі, контролюючи на вантаження двигуна подачі.
Регулювання муфт. На мал. 129 приведений вузол з коробки подач вертикально-фрезерного верстата 6Р12, що складеться з кулькової запобіжної муфти, передаючої робочу подачу, і фрикційної муфти, що включає прискорений хід столу, салазок або консолі. Передача руху від зубчастого колеса 6 до кулачкової втулки 8 здійснюється кульками 2, підібганими пружинами 3 до отворів втулки 7. Граничний крутний момент, передаваємий цією муфтою, регулюють гайкою 4, яка стискає пружини. Стопор 5 оберігає гайку від відгвинчування.
Зазори між дисками 10 і 11 фрикційної муфти регулюють гайкою1. Фіксатор 9 не дозволяє гайці мимоволі обернутися. При регулюванні необхідно забезпечити загальний зазор не менше 2 – 3 мм між дисками фрикційної муфти у вимкненому положенні. У ввімкненому положенні фрикційні диски повинні бути щільно стислі, а сердечник електромагніту 1 (див. мал. 129) повністю відтягнутий, що досягається регулюванням стисненням пружини 12гайкою 11 сила повинна бути декілька менше сили електромагніту і визначає ступінь стиснення дисків 10 і 11.
Регулювання електромагнітної муфти (мал. 23, д) необхідне тому, що у міру зношування фрикційних дисків 6 хід якоря 1 збільшується на стільки, що останній упирається в корпус 11 муфт, не забезпечуючи достатнього стиснення дисків. Для регулювання муфти необхідно підвести притискний фіксатор 10 і підтягнути гайку 7 так, щоб у включеному положенні муфти зазор (порядка 0,1-0,4 мм) між якорем і корпусом муфти відповідав паспортним даним. Зазор контролюється щупом.
Регулювання натягнення ременів і ланцюгів
При експлуатації ремені і ланцюги витягуються, тому в ремінній і ланцюговій передачах передбачено регулювання їх натягнення. Регулювання натягнення ременів 2 можна проводити зміною міжосьових відстаней між ведучим !!!!!!! веденим 3 шківами шляхом перестановки (мал. 130, а) або кочення (мал. 1
30, б) одного з шківів, або за допомогою натяжних 4 (мал. 130, в) або відтяжних 5 (мал. 130, г) роликів коли відстань між осями шківів залишається постійною. Аналогічним чином регулюють натягнення ланцюгів в ланцюгових передачах. При регулюванні не допускається надмірне натягнення ременя або ланцюга (можливе деяке провисання).
Контрольні питання
У чому полягає особливість ремонту механізмів і деталей верстатів;
З якою метою проводять діагностику верстату;
Які причини впливають на радіальні та осьові люфти переднього підшипника шпинделя токарного верстату і як його вилучають;
Які причини впливають на пробуксовування фрикційної муфти та ременів електродвигуна до коробки швидкостей токарного верстату і способи їх усунення.
Які причини впливають на появу люфту гвинта поперечного переміщення супорту токарного верстату и способи їх вилучення.
Які причини впливають на відхилення від циліндричності, округлості, бочко подібності, сідло образності, хвилястості і не плоскості при обробці на токарних верстатах
Вказати послідовність збірки шпиндельного вузла токарного верстату.
Чим досягається жорсткість опор шпинделя з ролико- та шарикопідшипниками.
Як забезпечити попередній натяг підшипникових опор шпинделя.
10.Як виконують вимірювання зазорів та жорсткості шпинделя токарного верстату.
11.Пояснити послідовність загальної збірки верстатів (на прикладі токарного верстату).
Література: [4, с. 196...208].