

Лабораторна робота № 3 Дослідження впливу параметрів автоматичного, напівавтоматичного зварювання під шаром флюсу при ремонті
1. Мета і завдання роботи
Метою лабораторної роботи е закріплення студентами теоретичних знань і здобуття, практичних навиків по проведенню зварювання під флюсом. При цьому необхідно:
1.1 Вивчити будову і роботу зварювального обладнання для дугового зварювання під флюсом.
1.2 Ознайомитися з методикою вибору параметрів режиму зварювання і регулювання обладнання на заданий режим роботи.
1.3 Дослідити і проаналізувати вплив режиму зварювання, під флюсом на форму шва і продуктивність процесу.
В результаті проведення лабораторної роботи студенти повинні знати:
будову і призначення, роботу зварювального обладнання;
марки зварювального дроту, його призначення;
марки, призначення і хімсклад флюсу;
технологію автоматичного зварювання під флюсом;
основні параметри режиму зварювання під флюсом;
- вплив параметрів режиму зварювання на форму шва і продуктивність процесу.
- техніко-економічні показники автоматичного зварювання під флюсом.
Вміти:
зібрати зовнішню електричну схему зварювального стенду і провірити його роботу;
вибрати числові значення параметрів режиму зварювання;
відрегулювати обладнання на заданий режим роботи;
підключити прилади для вимірювання електричних параметрів режиму зварювання;
зварити контрольний шов на заданому режимі;
оцінити якість формування шва при зварюванні на різних
режимах;
- за результатами лабораторних досліджень визначити оптимальні значення параметрів режиму зварювання під флюсом.
2. Теоретичні основи
Механізація і автоматизація процесу дугового електрозварювання може бути визнана одним з найважливіших завдань сучасної зварювальної техніки. В автоматизації дугового електрозварювання за останні роки досягнуті такі успіхи, що сьогодні цей процес по рівню автоматизації основних операцій може рахуватися одним з: найбільш передових і прогресивних технологічних процесів металообробки.
Одним з найбільш прогресивних методів зварювання є автоматичне зварювання під флюсом, яке знайшло широке застосування в виробничих умовах, в тому числі при будівництві трубопроводів і виготовленні різноманітних зварних металоконструкція.
Автоматичне зварювання під флюсом проводиться за допомогою автоматичної установки - зварювальної головки або зварювального автомату. Такі установки забезпечують подачу голого електродного дроту і гранульованого флюсу в зону зварювання, переміщують дугу вздовж зварюваного шва і автоматично підгримують стабільне її горіння.
Підготовку зварюваних деталей (основного металу) і складання стиків виконують практично так само, як і при ручному дуговому зварюванні. Зварювання під флюсом листових конструкцій може проводитися односторонньо, двосторонньо, з підкладками, що формують корінь шва, на флюсовій подушці і ін.
Марку зварювального дроту і флюсу вибирають в залежності від марки зварюваного металу. Кількість шарів автоматичного зварювання залежить від товщини основного металу.
Режим автоматичного зварювання вибирають в залежності від діаметру електродного дроту і товщини основного металу з урахуванням забезпечення високої якості і продуктивності процесу зварювання.
Значення параметрів режиму зварювання зазначаються в технологічній карті або орієнтовно вибирають за даними таблиць рекомендованих режимів. Підсилення шва повинно бути висотою 1-3 мм і шириною, більшою за ширину розділки кромок на 4-6 мм, і відповідати інструкції на зварювання.
Відхилення параметрів режиму зварювання за межі рекомендованого режиму приводить до небажаних наслідків, тому що кожний з параметрів впливає на розміри шва, його форму, зовнішній вигляд, якість і властивості зварного з'єднання.
Одним з найбільш поширених автоматів в промисловості е зварювальний автомат ТС-І7М. Він досить універсальний, має різноманітні примінення, які. розширюються можливістю примінення спеціальних вузлів…
Трактор розрахований на зварювальний струм до 1200 А, може працювати на постійному і змінному струмі при діаметрі дроту 1,6…5 мм, на зварюванні стикових і кутових швів, нахилених електродом і в положенні в човник при швидкості зварювання 16...126 м/год.
Для живлення автомата зварювальним струмом може бути використаний зварювальний трансформатор, який забезпечує напругу холостого ходу не нижче 60 В, зварювальний генератор постійного струму або зварювальний випрямляч.
Автомат ТС-І7М складається з зварювального трактора і апаратного ящика (шафи управління). Автоматизація процесів зварки приведена на рис. 3.1.
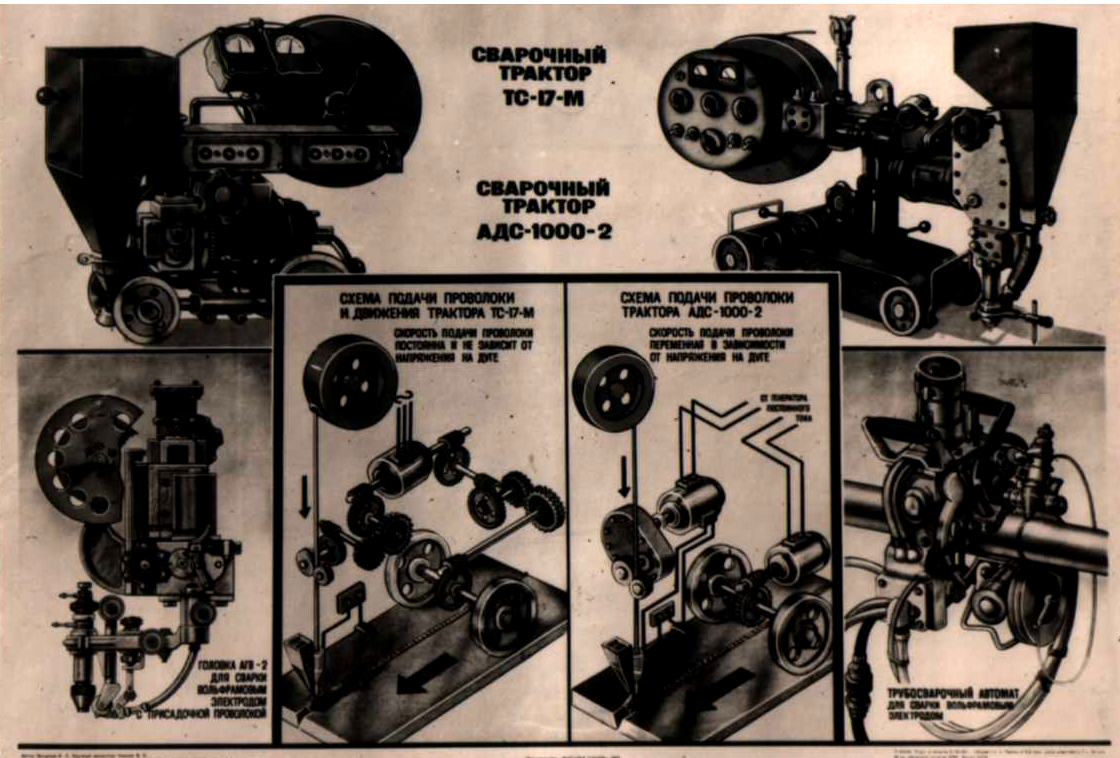
Рисунок 3.1-Автоматизація процесів зварювання