Лабораторна робота № 6 з’єднання типів швів сталевих конструкцій при ремонті
Мета роботи: Вибрати зварювальні матеріали при ремонті трубопроводів і конструкцій
6.1 Зварні з’єднання
Характеристика способів зварювання і типи зварних з'єднань. Для з'єднання елементів металоконструкція застосовуються наступні види зварювання:
- Електродугова ручна зварка електродами типу Е42, Е46, Е50, Е60, Е70, Е85 (цифра означає тимчасовий опір наплавленого металу в кгс/мм2), а також електродами типу Е42А, Е50А, Е60А з підвищеними пластичних властивостей (табл. 6.1 ). В залежності від типу покриття застосовуються різні марки електродів.
- Автоматичне і напівавтоматичне зварювання під шаром флюсу. Вона дозволяє отримати якісний шов товщиною до 16 мм за один прохід і забезпечує глибокий провар. В залежності від товщини деталей та технологічних можливостей застосовується двостороння зварка з підваркою кореня шва і одностороння на флюсовій подушці, мідній підкладці або на сталевій підкладці, яка залишається.
- Напівавтоматична зварка в середовищі вуглекислого газу. Виконується електродним дротом, в зону зварювання під тиском подається вуглекислий газ, що захищає наплавлений метал від дії кисню та азоту.
- Зварка порошковим дротом. Проводиться за допомогою флюсу, загорнутого в металеву стрічку, що забезпечує захист зварювальної зони. У формуванні шва беруть участь металеве покриття та спеціальні легуючі добавки, що вводяться в флюс.
Для зварювання сталевих деталей великої товщини використовується електрошлакова зварка, при якій забезпечується висока якість шва без обробки кромок. Продуктивність її в 7-10 разів вище, ніж автоматичної при зварюванні товстих деталей.
- Для з'єднання тонколистових та профільних деталей може застосовуватися контактна точкова та роликова зварка. Процес зварювання забезпечується шляхом нагріву з’єднувальних деталей і наступного обтиску.
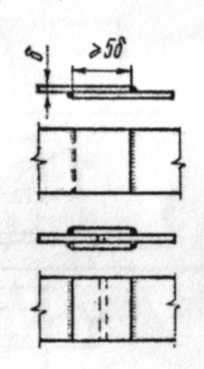
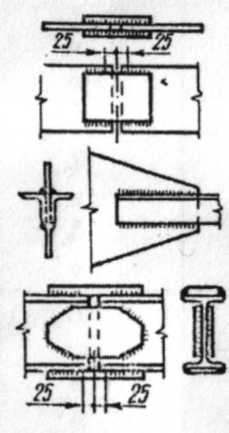
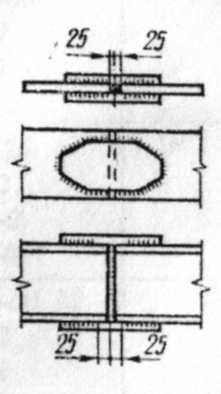
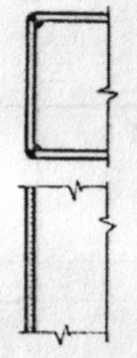
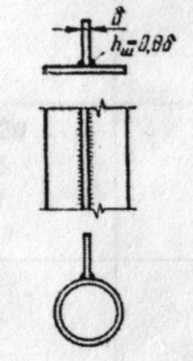
При зварюванні сталевих конструкцій застосовуються наступні типи зварювального з'єднання (табл. 6.2); стикове (а), напусткове (б) комбіноване (в), кутове (г), таврове (д).
По конструктивному рішенні з'єднання зварних поділяються на кутові і стикові. Якщо зусилля діє вздовж шва, то кутовий шов називається фланговим, якщо впоперек, - лобовим. За положення в просторі шви бувають нижні, горизонтальні, вертикальні і стельові. За місцем виробництва зварювальних робіт шви бувають заводські та монтажні. В залежності від товщини шва і можливостей зварювального виробництва шви поділяються, на одношарові і багатошарові. За типом обробки кромок зварні шви бувають U-, Х-, V-та К-подібні (табл. 6.3). За призначенням шви поділяються на робочі (передавальні зусилля) і конструктивні (допоміжні).
Таблиця 6.1 – Матеріали, які рекомендуються для механізованої ручної зварки
Група конструкцій |
Клас сталі |
Розрахункова температура град С |
Температу ра при зварці град С
|
Зварка під флюсом |
Зварка у вуглекислому газі (по ГОСТ 8050-64*) |
Ручне дугове зварювання |
||
Марка флюсів** (по ГОСТ 908__69) |
Марки зварних дротів, (по ГОСТ 2246—70) |
Марка зварних дротів (по ГОСТ 2246—70) |
Тип електродів (по ГОСТ 9467- 60) |
Марки Електродів |
||||
І,ІІ |
С38/23 |
t |
t 0 |
АН-348-А АН-348-АМ ОСЦ-45 ОСЦ-45М |
Св-08АА зв-08А |
Св-08Г2С |
Э42А Э46А |
Всі марки даного типу |
С44/29 С46/33 |
Св-08ГА Св-ЮГ2 |
Э46А Э5 ОЛ |
||||||
С52/40
|
АН-22 АН-348-Л АН-348-АМ |
Св-08ХМ Сu-18ХМА |
Э60А
|
|||||
C60/45 |
АН-22 АН-17М |
Св-08ХН2М Св-08ХМ Св-USХМА |
Св-10ХГ2СМА |
|||||
ІІІ, IV, VI |
С38/23 |
АМ-348-А АН-348-АМ ОСЦ-45 ОСЦ-45М ФЦ-9 |
Св-08 |
Св-08Г2С |
Э42 Э46 |
Всі марки даного типу*** |
||
C44/29 C46/33 |
Св-08ГА Св-10Г2 |
Св-08Г2С |
Э46 Э50 |
|||||
C2/40 |
АН-22 АП- |
Св-10ГА |
|
Э60А |
||||
Продовження таблиці 6.1 |
||||||||
|
|
|
|
348-А АН-348-АМ |
|
|
|
|
|
СGO/45 |
|
|
АН-22 ЛН-17М АН-348-А |
Св-08ХМ Св-18ХМА |
Св-10ХГ2СМА |
|
|
III, IV, VI |
С70/60 |
t 40 |
t 0 |
АН-22 АН-17М |
Св-8ХН2ГМЮ Св-08ХМФА |
Св-08ХН2Г2СМЮ Св08ХГСМФА |
Э70 |
Всі марки даного типу* * * |
І, II, III |
С38/23 С44/29 С46/33 С52/40 |
-40 t -65 |
t -50
|
АН-22
|
Св-ЮНМА
|
Св-08Г2С
|
Э50А Э42А
|
УОНІ 13/55; УОНІ 13/45; СМ-11****; УП-2/55**** |
IV |
С44/29 С46/33 |
-50 t -65 |
||||||
С52/40 |
-40 t -65 |
|||||||
IV
|
С44/29 С46/33 |
-40 t -65 |
|
|
|
УОНІ 13/55;
УОНІ 13/45; СМ-11; УП-2/55 |
||
Закінчення таблиці 6.1 |
||||||||
V |
С44/29 С46/33 |
-40 t -65 |
t 0
|
АН-348-А АН-348-АМ ОСЦ-45 ОСЦ-45М |
Св-08АА***** Св-08А***** Св-08ГА |
|||
IV, VI |
С38/23 |
-40 t -65 |
||||||
IV |
С44/29 С46/33 |
-40 t -50 |
0 t -35
|
АН-348-А АН-348-АМ ОСЦ-45 ОСЦ-45М АН-60 |
Св-10НМА Св-О8ХНМ Св-08ГА |
Св-08Г2С |
Э50А Э42 |
УОНІ\ 13/55; УОНІ 13/45; СМ-11*****
|
V |
С44/29 С46/33 м |
-40 t -65 |
||||||
IV, VI |
С38/23 |
-40 t -65 |
Св-10НМА Св-08ХНМ
|
|||||
IV |
С44/29 С46/33 |
-40 t -50 |
-35 t -35 |
|||||
V |
С44/29 С46/33 |
-40 t -65 |
||||||
IV, VI |
С38/23 |
-40 t -65 |
||||||
** Флюс марки АН-17М постачається за ЧМТУ 1-1017-70.
*** Для конструкцій III групи електроди марок ОММ-5 і РМ-5 не застосовуються.
**** Застосовувати тільки для зварювання при позитивній температурі.
***** Застосовувати тільки для зварювання конструкцій VI групи.
Примітки:
1.Для конструкцій всіх груп при розрахункових температурах мінус 40 ° С і вище для зварювання при від'ємних температурах вибір матеріалів здійснюється у відповідності з розділом СНиП з виготовлення і монтажу сталевих конструкцій.
2.У конструкціях IV, V, VI груп при розрахункових температурах нижче мінус 40 ° С для стикових з'єднань застосовуються електроди тільки марки УОНІ 13/55.
Таблиця 6.2 - Тип зварного з’єднання
Стикові (а) |
Напустковий (б) |
Комбіновані (в) |
Крутові (г) |
Впритик (д) таврові |
|
лобовими швами |
фланговими швами |
||||
|
|
|
|
|
|
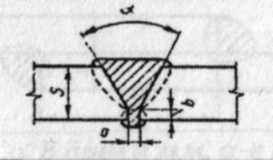
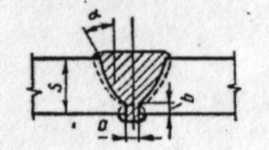
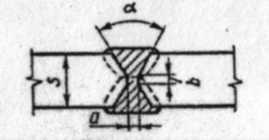
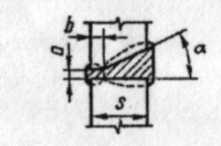
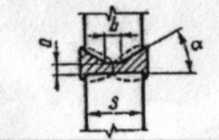
Таблиця 6.3 – Види зварних з’єднань
Шов |
Ескіз |
Товщина і зазор |
Ручна зварка з підваркою |
Автоматична зварка під флюсом (по ГОСТ 8713-70*) |
|||||
Двохстороння з підваркою кореня |
На флюсовій подушці |
На флюсо-мідній подушці |
На стальній подушці |
||||||
Без розділки кромок |
|
S a |
2-8 1-2 |
2-20 0 |
2-10 0-2 |
4-10 1-2 |
2-12 1.5-5 |
||
V-подібний |
|
S a b a |
3-50 2 2 55 |
14-24 0 6 60 |
8-24 4 3-4 50 |
8-24 4 3-4 50 |
8-30 2-5 1.5 50 |
||
U-подібний |
|
S a b a |
15-100 2 2 10 |
24-160 0 6-8 10-13 |
20-60 2 4 10-13 |
- - - - |
16-50 0 1 13-18 |
||
Х-подібний |
|
S a b a |
12-60 2 2 55 |
20-60 0 6-8 60 |
- - - - |
- - - - |
- - - - |
||
Продовження таблиці 6.3 |
|||||||||
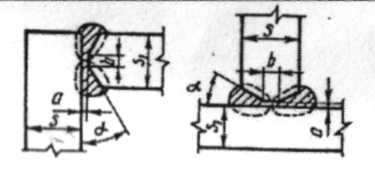
К-подібний |
|
S a b a |
4-26 2 1-2 50 |
14-20 0 6-7 40 |
8-20 2 4 40 |
8-20 2 4 40 |
8-30 2-5 1,5 30 |
||
|
S a b a |
12-60 2 1 50 |
20-30 0 6 45 |
- - - - |
- - - - |
- - - - |
|||
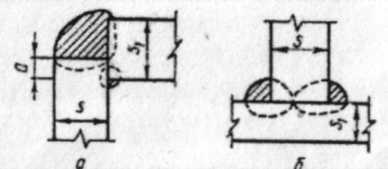
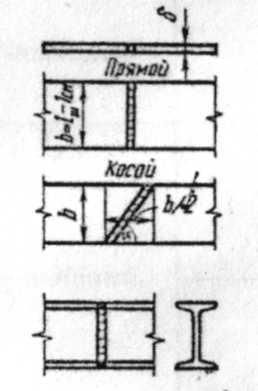
Кутовий |
|
S S1 B |
2-30 2-30 2-3 |
a) 6-14 б) 3-40 0 2-3 |
- - - - |
- - - - |
- - - - |
||
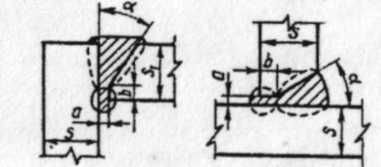
|
S S1 a b a |
4-26 4-26 2 1-2 50 |
8-20 - 2 2 50-40 |
- - - - |
- - - - |
|
|||
Закінчення таблиці 6.3 |
|||||||||
|
S S1 a b a |
12-60 12-60 2 1 50 |
16-40 - 0 4 50 |
- - - - |
- - - - |
- - - - |
|||
|
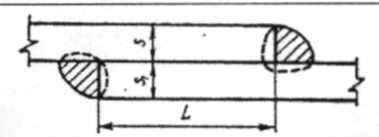
S S1 L |
2-60 2-60
|
1-20 0 20-90 |
- - - |
- - - |
- - -
|
|||