

3 Обладнання і матеріали
1. Ультразвукові дефектоскопи ДУК-1 ЗИМ, УЗД-74, УД-10, УД-12 тощо.
2. Комплекс пошукових головок (щупів).
3. Еталонні зразки №1,2,3 (ГОСТ 14782 - 75).
4. Зразки із штучними дефектами.
5. Зварені зразки з дефектами.
6. Інструмент для заглушення місця контролю.
7. Мастило, пензлик.
4 Методика підготовки і виконання роботи
При підготовці до роботи студенти вивчають основний теоретичний матеріал по учбовій літературі, що рекомендується.
Студенти повинні знати види дефектів зварних з'єднань, причини їх утвореня і заходи по їх попередження, існуючі способи контролю зварних з'єднань, властивості ультразвуку і основи ультразвукової дефектоскопії, а також переваги і недоліки уз-контролю.
Перед початком роботи студенти повинні ознайомитися з принципом роботи ультразвукового дефектоскопа по паспорту і заводським інструкціям і вивчити методику проведення УЗ-КОНТРОЛЮ стикових з'єднань рисунок 5.3.
Шви завтовшки більше 200 мм контролюють прямим променем з установкою шукачів з двох сторін шва (мал. 3 б). Зварні з'єднання в конструкціях з товщиною стінки від 20 до 200 мм контролюють з одного боку прямим променем і один раз відбитим (рис.3, в). Кут введення променя вибирають таким, щоб його вісь перетнула вісь симетрії шва на глибині, рівній половині товщини металу.
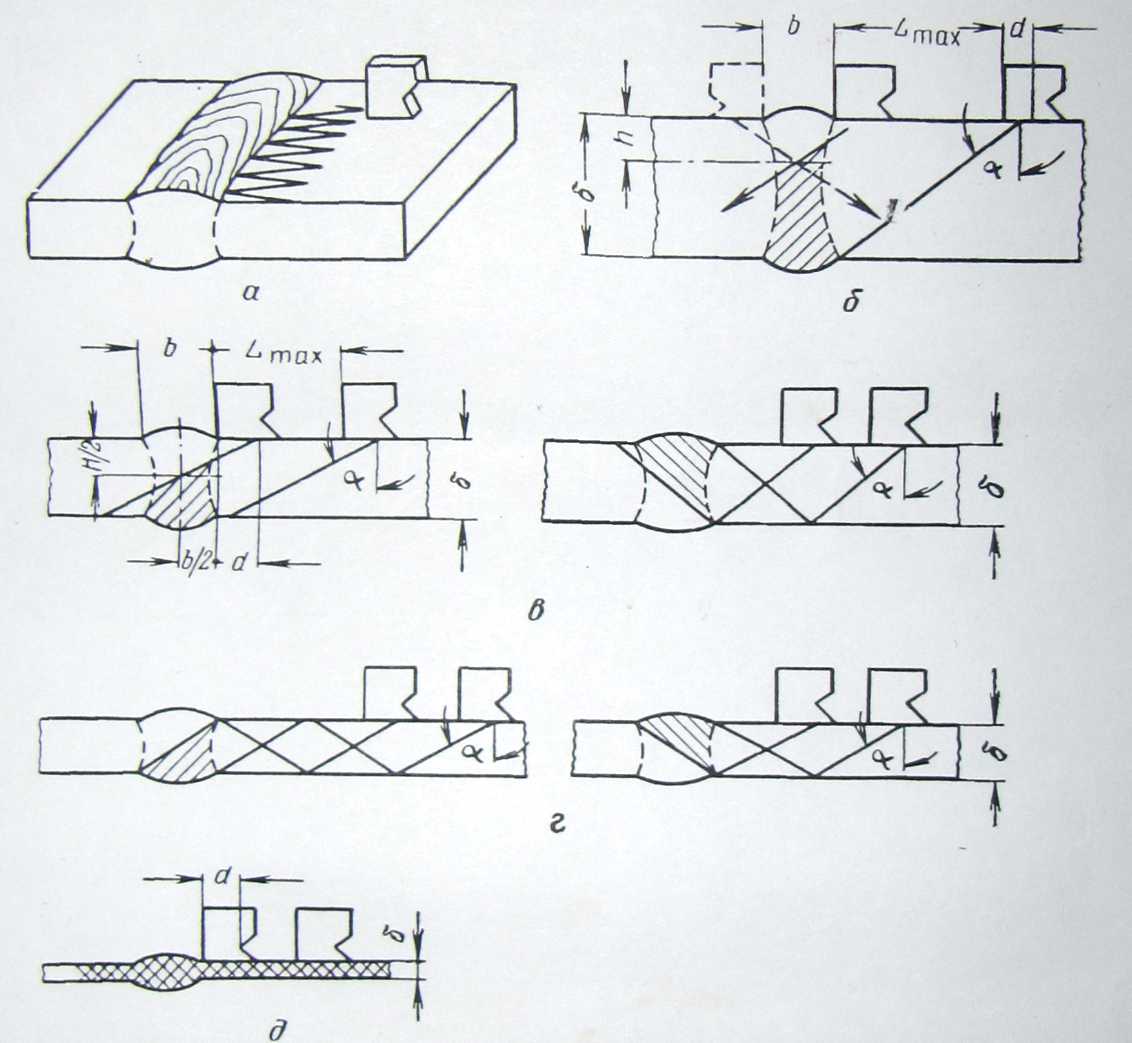
а - рух щупа уздовж шва; б-прозвучування швів завтовшки більше 200 мм; г- розвучування швів завтовшки 20—200 мм; г- прозвучування швів завтовшки 8-20 мм; д-прозвучування швів завтовшки менше 8 мм
Рисунок 5.3 - Схеми ультразвукової дефектоскопії зварних швів:
При товщині основного металу 8-20 мм зварні з'єднання контролюють шукачем з кутом введення променя 65-70°. В цьому випадку нижню частину шва (рис.3, грам) прозвучують двічі відбитим променем, а верхню - один раз відбитим променем. Зварні з'єднання завтовшки менше 8 мм контролюють багатократно відбитим променем.
5 Порядок виконання роботи
1. Ознайомитися з заводською інструкцією з будовою і принципом роботи дефектоскопа.
2. Перевірити точність роботи глибиноміра за еталоном №1.
3. Визначити Нmin «мертвої зони» для прямого і призматичного щупів на еталоні № 2.
4. Порівняти Нmin з величиною Нmin, «мертвої зони» і обчислюють за формулами:
Для прямого щупа:
![]() ;
;
Для призматичного
щупа:

Де
![]() -
швидкість
повздовжніх хвиль в призмі шукача, для
плексигласу
-
швидкість
повздовжніх хвиль в призмі шукача, для
плексигласу
![]()
![]() - швидкість
поперечних хвиль у металі, для сталі
- швидкість
поперечних хвиль у металі, для сталі
![]()
![]() - час зондування імпульсу, r
=
4...5
МКС;
- час зондування імпульсу, r
=
4...5
МКС;
rпр – час проходження ультразвуку в призмі;
- кут введення пучка хвиль для призматичного щупа визначається з еталонним зразком №2 або обчислюють за формулою:

де
![]() - кут
падіння, для призматичних щупів дорівнює
30°, 40° і 50.
- кут
падіння, для призматичних щупів дорівнює
30°, 40° і 50.
5. Проконтролювати один із зразків зі штучним дефектом і визначити його координати.
6. Провести контроль зварного з'єднання і оцінити його якість.
7. Вимкнути обладнання і прибрати робоче місце.
8. Зробити висновки по результатах роботи.
9. Захистити звіт.
6 Контрольні питання
6.1 Види дефектів і заподій їх утворення.
6.2. Які методи контролю зварних з'єднання Ви знаєте?
6.1. У чому суть імпульсної ультразвукової дефектоскопії?
Що таке ультразвукові коливання ?
Якими властивостями володіє ультразвук ?
Чим досягається акустичний контакт між робочою поверхнею щупа і поверхнею контрольованого металу ?
6.7. Як визначається глибина залягання дефектів ?
6.8. Які переваги і недоліки ультразвукового контролю?
6.9. Вкажіть сферу застосування ультразвукової дефектоскопії?