

3.2 Свойства металлических порошков
К основным свойствам порошков относятся: химический и гранулометрический составы, насыпная плотность, текучесть, удельная поверхность, прессуемость (формуемость и уплотняемость), прочность прессовки.
Гранулометрический состав – это процентное содержание различных размерных фракций данной партии порошка. Наиболее распространенный метод определения гранулометрического состава – ситовый анализ, который заключается в том, что проба порошка просеивается через набор сит, имеющих разный размер ячеек (от 0,04 до 2,5 мм). Собранные с каждого сита фракции взвешивают и определяют их процентное содержание от общей массы пробы.
Удельная поверхность Sω порошка является суммарной площадью поверхности всех частиц, составляющих его единицу массы (или объема). Удельная поверхность одна из важнейших характеристик порошка, которая определяет активность порошка во всех физико-химических процессах, особенно при спекании порошковых заготовок. В зависимости от размера частиц в разных порошках величина удельной поверхности колеблется в пределах от 0,01 до 20 м2/г. Для измерения удельной поверхности чаще всего используют методы адсорбции и газопроницаемости.
Насыпная плотность γнас характеризует массу единицы объема свободно насыпанного порошка. Насыпная плотность используется при расчете объема загрузочной камеры пресс-формы.
Плотность порошка, засыпанного в пресс-форму, при вибрациях, ударах и других механических воздействиях заметно меняется, чувствительность к этим воздействиям характеризует плотность утряски γутр
![]() ,
,
где m – масса порошка, V – объем, занимаемый после его утряски.
Под действием вибрации плотность порошка может возрасти на 20 – 50 % в зависимости от его свойств.
Время заполнения порошком полости пресс-формы зависит от его текучестью - времени истечения (τ, с) навески порошка массой 50 грамм через калиброванное отверстие (d = 2,5 мм) специальной воронки. Текучесть становится хуже при увлажнении порошка металла, с увеличением удельной поверхности и доли мелкой фракции.
У
Рис.3.2 Уплотняемость железного
восстановленного порошка ПЖВ-1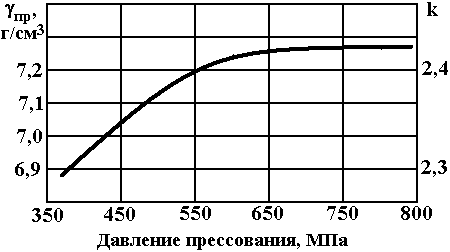
Для характеристики поведения порошков при прессовании используют коэффициент уплотнения k, равный отношению плотности прессовки при данном давлении P к насыпной плотности
k = γпр / γ нас.
Формуемость порошка указывает границы максимального и минимального значений плотности прессовки, при которой извлеченная из пресс-формы порошковая заготовка не имеет расслоений и не осыпается.
Уплотняемость и формуемость главным образом зависят от формы частиц, из размеров и состояния поверхности (распыленный порошок округлой формы имеет более высокую текучесть, но хуже прессуется, чем полученный электролизом или гидридно-кальциевым восстановлением).
Спекаемость – способность порошка самопроизвольно уплотняться при нагревании.
Порошок в свободно насыпанном или спрессованном виде представляет собой дисперсную систему, характеризующуюся высокой площадью свободной поверхности, большим количеством пор между частицами. С этим связано наличие в нём огромной избыточной поверхностной энергии. Порошок – термодинамически неустойчивая система. В то же время скорость диффузии атомов по этой поверхности очень высока. При небольшом нагревании порошкового материала атомы начинают легко двигаться по поверхности части так, чтобы залечить, сократить её площадь, уменьшить поры. При этом плотность материала растет, улучшается его химическая однородность, линейные размеры заготовки уменьшаются.
Для характеристики спекаемости порошков (формовок) и прессовок используют коэффициенты линейной αl и объёмной αV усадки
![]() ;
;
![]() ,
,
где lпр и lсп – линейные размеры, Vпр и Vсп – объём заготовок до и после спекания, соответственно.